Kan koppar och stål svetsas samman?
Som vi alla vet är koppar och stål (järn) två olika metaller. Kopparnas värmeledningsförmåga är 7-11 gånger större än för vanligt kolstål, och det är svårt att nå smälttemperaturen. När koppar smälts är dess ytspänning 1/3 mindre än järn, och dess fluiditet är 1-1.5 gånger större än för järn. Järn och koppar är oändligt lösliga i flytande tillstånd och ändliga i fast tillstånd och bildar inte intermetalliska föreningar. För den fasta lösningen av järn och koppar är lösligheten för järn i koppar vid 650 'endast 0.2%, och den för koppar vid 1094' är endast 4%. Dessutom är kopparnas linjära expansionskoefficient cirka 40% större än för järn. Kristallisationstemperaturområdet för järn-kopparlegering är cirka 300-400 ℃, och det är också lätt att bilda (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) och en annan lågsmältande eutektik. Den flytande koppar- eller kopparlegeringen har en stark permeabilitet för korngränsen för stålet nära sprickzonen. Egenskaperna hos koppar bestämmer att svetsning av stål och koppar ofta är svårt.
- Svetsning värme spricka.
- Intergranulär penetration och penetrationsspricka.
Detta sker i allmänhet i den nästan svetsade zonen i stålsidmatrisen. Uppgifterna visar att tillsats av Mn, Ti, V och andra element till kopparlegeringen eller svetsfogen som innehåller Ni, Al och Si effektivt kan minska tendensen för penetrationssprickor. Till exempel, när innehållet av Ni är högre än 16% (massfraktion), kommer ingen penetrationsspricka att inträffa, medan allvarlig penetration kommer att inträffa i bronsinnehållande tenn. Dessutom påverkar mikrostrukturen av stål, såsom flytande koppar kan infiltrera austenit men inte ferrit, så enfas austenitiskt stål är benäget för osmotiska sprickor, men inte för Austenitic - Ferrit dubbelfasstål.
- Svetsen mulen
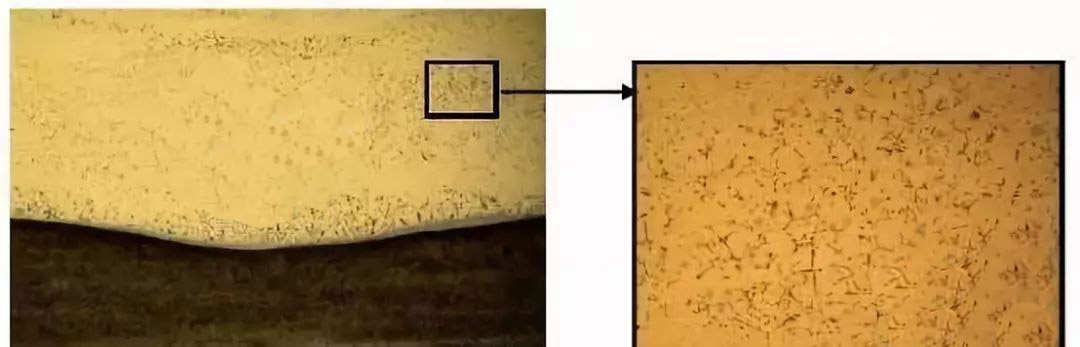 Det är allmänt trott att överskyet i svetsar orsakas av det höga halten Fe i svetsar. När den flytande metallen i oändlig lösning stelnar från hög temperatur till fast substans minskar lösligheten hos Fe kraftigt och bildar mulen i svetsen, vilket kommer att påverka svetsfogarnas prestanda.
Det är allmänt trott att överskyet i svetsar orsakas av det höga halten Fe i svetsar. När den flytande metallen i oändlig lösning stelnar från hög temperatur till fast substans minskar lösligheten hos Fe kraftigt och bildar mulen i svetsen, vilket kommer att påverka svetsfogarnas prestanda.
Men eftersom stål och koppar har liknande gittertyper, gitterkonstanter och atomradier vid höga temperaturer, låter speciella svetsningstekniker svetsas samman. Det antas allmänt att när Fe är 0.2% -1.1% i svetsen, är svetsstrukturen stor a-fas med dålig sprickmotstånd. Med ökningen av järninnehållet var svetsen a + ε tvåfasig struktur med den bästa sprickmotståndet, särskilt när Fe-massfraktionen var 10% -43%. Vet du hur du svetsar rostfritt stål och koppar?
Manuell bågsvetsning, argonbågsvetsning och gasskyddad svetsning kan svetsa stål och koppar och deras legeringar. Det rekommenderas att använda ren nickel eller en nickelbaserad legering som innehåller koppar för att avsätta övergångsskiktet på grund av den starka sprickmotståndet hos nickelbaserade svetsar. Nickelelement kan kraftigt reducera eller eliminera koppar- och kopparlegeringspermeabelt stål, vilket är användbart för att eliminera den permeabla sprickan i den värmepåverkade zonen. I detta experiment, ren koppar 300 mm × 150 mm × 5 mm C11700 kopparplatta och stål A 106 togs som exempel. Efter ytbehandling av övergångsskiktet kunde silikomanganbronstråd 201 och tråd 202 användas som fyllnadsmetallmaterial för att stärka deoxidationen av smältbassängen.
Steg 1. Oxidationsfilmen och oljefläckarna på ytan av koppar- och stålmetallbasmetall städades upp och polerades, och sedan bearbetades kopparsidospåret till en sida av 40 ° och ytråheten Ra var 0.8 m ~ 1.0 m .
Steg 2. Kopparmaterial och stålbasmaterial upphettas i en lådaugn. Uppvärmningstemperaturen var 400 ~ 500 ℃ och hölls i 30 min ~ 45 min.
Steg 3. Kopparplattan och basmaterialet av kolstålplatta fylls med röd koppartråd S201 med tungsten argonbågsvetsning (TIG) och fixeras med punktsvetsning. Därefter kopplas kopparplattan genom smältning och hårdlödning, och bågen flyttas till basmaterialet på kopparsidan (bågavvikelsen är 10 ° ~ 25 °). Parametrar: ström 140A ~ 160A, spänning 8V ~ 10V, skyddsgas He ~ Ar blandad gas, gasflödeshastighet 15L / min; Volymförhållandet mellan He och Ar i blandningen av He ~ Ar är 8: 2.
Steg 4. Rengör de svetsade lederna med en trådborste tills den har en metallisk glans och svetsningen är klar.
Denna svetsmetod av koppar och stål antar He ~ Ar högenergiskyddande gas för att koncentrera linjenergin, vilket kan förkorta uppehållstiden för hög temperatur i smältbassängen och förhindra överdriven smältning av underlaget för att göra koppar och stål helt blandat , sprida och öka kopparinnehållet vid gränssnittet, vilket resulterar i kontinuerlig infiltrering av stålsidan och bildandet av lågsmältande eutektiska värmesprickor.
Samtidigt kan He ~ Ar-blandningen av högenergiskyddande gas också hämma kombinationen av syre och koppar, och därmed hämma bildningen av oxidpartiklar vid koppargränssnittet och förhindra bildande av sprickor. I svetsprocessen lutar bågen dessutom kopparsidan för att säkerställa att stålsidan inte smälts, och smält- och hårdlödningsförbandet bildas för att undvika överdriven penetrering av smält koppar i stålsidan och bildandet av penetrationssprickan för att minska den högtempererade verkningstiden i den värmepåverkade zonen och förbättra den svetsade fogens plasticitet och seghet.
