Svetsning av klädd plåt i rostfritt stål
Den klädda plattan produceras genom att binda två eller flera metaller i en enda stålplåt eller -platta. Rostfria klädda plattor av kolstål kombinerade rostfritt stål och kolstålmaterial genom explosions- och valsningsprocessen, vilket gör metallplattan mer korrosionsbeständig, slitstyrka och hög temperatur- och tryckbeständighet. Men svetsaren kommer att möta det nya problemet som är svetsningen, alla vet att de två olika materialsvetsningarna kommer att vara mer komplexa och svåra.
Generellt sett är det rostfria stålets svetssekvens beklädnad stålplatta är i allmänhet som följer: svetsa först insidan av baslagret, svetsa sedan utsidan av basskiktet efter rotavlägsnande på baksidan och slutligen svetsa övergångsskiktet och beklädnadsskiktet (spårdiagram). För svetsning av den längsgående svetsningen av cylindern med liten diameter (diameter under 500) ska det yttre spåret väljas. Låt oss därför idag lära oss svetsprocessen av ett tryckkärl tillverkat av pläteringsplåt av rostfritt stål med liten diameter.
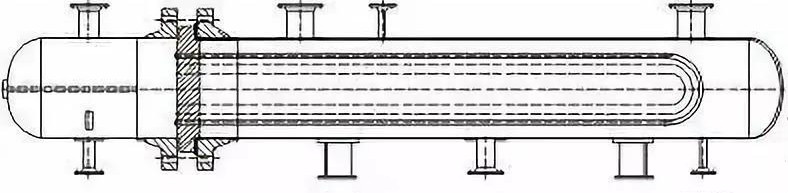
Väte sulfid torn botten reboiler (eller U-rör värmeväxlare). Mediet innehållande ammoniak, behållaren är tillverkad av Q245R + S31603 klädd stålplåt i rostfritt stål, konstruktionstrycket på 1.18 MPa, designtemperaturen för 189 ℃, Φ 600 mm i diameter.
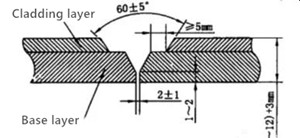
Groove design
På grund av skalkroppens lilla diameter kan den endast svetsas från utsidan, så det yttre spåret - svetsningstyp på en sida antas. Detta spår antar GTAW + SMAW-svetsning på utsidan av pipan, och svetssekvensen är som följer: klädsvetsning, övergångssvetsning och bassvetsning. Till skillnad från föregående svetssekvens medför denna svetssekvens valet av svetsmaterial.
Svetsmaterial
Med tanke på basmaterialets utspädningseffekt bör svetsmaterialet med högre krom-nickelinnehåll väljas. Svetsmaterialet i basskiktet är vanligtvis rostfritt stål, täckskiktet är i allmänhet ER316L (H03Cr19Ni12Mo2Si) svetstråd och sedan används svetselektroden A042 (e309mol-16) för att svetsa övergångsskiktet och basskiktet.
Svetsprov
| Behandla | Lager nr | Material | Storlek (mm) | Elektrod | El (A) | Bågspänning (V) | Hastighet (cm / min) | Värmeingång (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Efter passering av NDT testades proverna med avseende på mekaniska egenskaper och intergranulär korrosion. Det framgår av testresultaten att draghållfastheten, böjprestanda, slagprestanda och intergranulär korrosion hos den svetsade fogen uppfyller standardkraven, vilket bevisar svetsprocessen och svetsmaterialet w.
Experimentet visar att den pläterade plåten i rostfritt stål kan svetsas i denna ordning: klädsvets - svetsövergångssvets - bassvets. Efter svetsning av den överliggande sömmen ska basens svetsmaterial vara rostfritt stål. Anta GTAW + SMAW-processen för att svetsa plåten i rostfritt stål med tunn diameter på utsidan med rätt svetsmaterial, vilket helt kan uppfylla standardkraven.

