لحام دوبلكس الفولاذ المقاوم للصدأ S32750
بالمقارنة مع الفولاذ المقاوم للصدأ الأوستنيتي ، يحتوي الفولاذ المقاوم للصدأ على الوجهين الفائق على المزيد من محتويات Cr و Mo ، وهو أمر مفيد لتكوين الفريت وتحسين مقاومة الفولاذ للتآكل. يمكن أن تؤدي إضافة Ni و N و Cu و Cu إلى تحسين مقاومة التآكل للفولاذ إلى وسط غير مؤكسد. يتمتع الفولاذ المقاوم للصدأ ذو الوجهين الفائق بإمكانية لحام جيدة دون لحام الشقوق الساخنة والباردة. تحت تأثير دورة حرارة اللحام ، يزداد الفريت ويزداد حجم الحبيبات ، بينما يؤدي التبريد البطيء جدًا أيضًا إلى ترسيب الطور الضار ، والذي قد يدمر التوازن بين الأوستينيت والفريت ، ويؤثر على الخصائص الميكانيكية ومقاومة التآكل للوصلات الملحومة . هنا ستعرض هذه المقالة عملية لحام الفولاذ المقاوم للصدأ S32750.
طرق اللحام
يتميز التنغستن لحام الأرغون قوس من تركيز الطاقة ، وكمية صغيرة من المدخلات الحرارية ، وسهلة للسيطرة على نوعية اللحام. تحكم معقول في مدخلات حرارة اللحام ، اللحام متعدد الطبقات ، معدل ترسيب منخفض والقنوات المتعددة ، لحام القوس الأرجون بالتنغستن والقوس الإضافي إلى 99.99٪ حماية غاز الأرجون النقي لحام البركة المصحوبة بتنفيذ حمام السباحة الفولاذية المزدوجة الفولاذ المقاوم للصدأ ، يمكن الحصول على لحام أفضل الجودة والخصائص الميكانيكية جيدة ومقاومة التآكل.
مواد اللحام
وفقًا للتركيب الكيميائي والخصائص الميكانيكية للمادة الأساسية ، يعتبر سلك ER2594 خيارًا مثاليًا. يُسمح بمعدن اللحام بأن يُطلق عليه "الفولاذ المقاوم للصدأ مزدوج الاتجاه الفائق" عندما تكون PRENE (قيمة مكافئة لمقاومة التنقر) أكبر من 40.
معلمة اللحام
تم تحديد عملية العينة في ASME B31.1andASME Ⅸ。
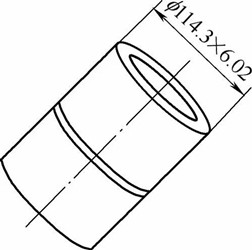
أولا ، أخذ عينة المواد الأساسية أنبوب S32750 مع مواصفات f114.3mm 6.02mm وفتح الأخدود على شكل V. يظهر الأخدود وحبة اللحام في الشكل.

نموذج مادة اللحام هو ER2594 بالمواصفات f2.0mm. لاحظ أنه من السهل حرق الكثير من التيار ، فمن السهل أن يتسبب تيار ضئيل للغاية في اندماج غير كامل أو لحام غير كامل. في عملية التشغيل ، يمكن زيادة زاوية أخدود اللحام بشكل مناسب للتحكم في نسبة الانصهار وضبط التركيب المعدني للحام.
ثانيًا ، يُمنع منعًا باتًا بدء القوس واختبار التيار على سطح المعدن الأساسي خارج الأخدود لمنع تلف القوس للمعدن الأساسي. يجب ضمان جودة قوس البداية والنهاية أثناء اللحام. يجب استخدام نفس مواد اللحام وعملية اللحام مثل ممر الجذر في لحام موضع اللحام. يجب أن يكون عدد وصلات اللحام الموضعية 2 أو 3 أو 4 نقاط ويتم تثبيتها في المتوسط. يجب ألا يزيد سمك جدار الأنبوب عن ثلثي جدار الأنبوب لضمان عدم تكسير اللحام وإزالة العيوب أثناء عملية اللحام الرسمية.
يجب أن يتم اللحام وفقًا للمعايير المختارة ذات الصلة. من أجل جعل اللحام يغطي التركيب الفعلي للأنبوب ذي القطر الكبير ، يجب استخدام الأنابيب ذات الجدران السميكة على أوسع نطاق ممكن من المعلمات. التحكم في درجة حرارة الممرات أقل من 120 ℃ ، مدخلات حرارة اللحام 1500 j / mm أو أقل ، على فرضية ضمان جودة اللحام ، قدر الإمكان استخدام تيار صغير ، لحام سريع ، مدخل صغير للحرارة وطبقة لحام ، حبة للحام .
وتجدر الإشارة إلى أنه يجب تنظيف الأخدود والسطح الذي يبعد 50 مم عن الأخدود قبل اللحام ، ويجب ألا يكون هناك بخار ماء ، ومواد فوسفاتية ، ومواد تحتوي على الكربون (مثل الزيت ، والطلاء ، والقياس ، والصدأ ، والأزيز ، والهالوجين. ، إلخ) والشقوق والطبقات البينية والعيوب الأخرى. يجب اتخاذ التدابير المناسبة مثل العزل والتكديس لمنع تلوث الفولاذ المقاوم للصدأ سوبر دوبلكس بواسطة عناصر الحديد. يتمتع الفولاذ المقاوم للصدأ ذو الوجهين الفائق بإمكانية لحام جيدة وليس من السهل إنتاج تشققات ساخنة ، وقد استخدم على نطاق واسع في معدات معالجة مياه البحر ومياه الصرف الصحي ، وصناعة الورق ، والمعدات البتروكيماوية وغيرها من البيئات التي تتطلب مقاومة صارمة للتآكل.

