لحام من الفولاذ المقاوم للصدأ الكربون يرتدون الصلب لوحة
يتم إنتاج الصفيحة المغطاة بالربط بين معادن أو أكثر معًا في لوح أو لوحة فولاذية واحدة. تجمع ألواح الفولاذ المقاوم للصدأ - الفولاذ الكربوني بين الفولاذ المقاوم للصدأ والمواد الفولاذية الكربونية من خلال عملية التفجير والدرفلة ، والتي تجعل اللوحة المعدنية أكثر مقاومة للتآكل ، ومقاومة التآكل ومقاومة درجات الحرارة العالية والضغط. لكن ماكينة اللحام ستواجه المشكلة الجديدة وهي اللحام ، يعلم الجميع أن اللحامين المختلفين سيكونان أكثر تعقيدًا وصعوبة.
بصفة عامة ، تسلسل اللحام من الفولاذ المقاوم للصدأ الكسوة لوحة الصلب بشكل عام على النحو التالي: قم أولاً بلحام الطبقة الأساسية من الداخل ، ثم قم بلحام الطبقة الخارجية للطبقة الأساسية بعد إزالة الجذر من الخلف وأخيراً قم بلحام الطبقة الانتقالية وطبقة الكسوة (مخطط الأخدود). ومع ذلك ، بالنسبة للحام اللحام الطولي للأسطوانة ذات القطر الصغير (قطر أقل من 500) ، يجب اختيار الأخدود الخارجي. لذلك دعونا نتعلم اليوم عملية اللحام لوعاء الضغط المصنوع من صفيحة تكسية من الفولاذ المقاوم للصدأ ذات قطر صغير.
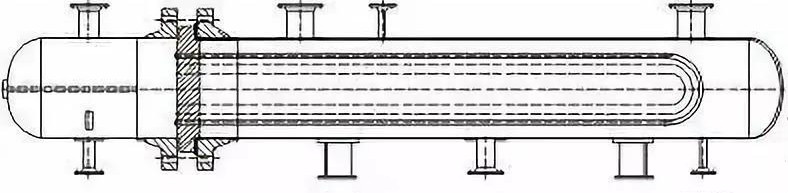
reboiler أسفل برج كبريتيد الهيدروجين (أو مبادل حراري U- أنبوب). الحاوية المتوسطة التي تحتوي على الأمونيا ، الحاوية مصنوعة من الصفيحة الفولاذية المقاومة للصدأ والفولاذ المقاوم للصدأ Q245R + S31603 ، وضغط تصميم 1.18 MPa ، ودرجة حرارة تصميم 189 ℃ ، Φ 600 mm.
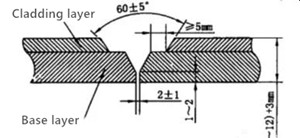
تصميم الأخدود
نظرًا للقطر الصغير لجسم الهيكل ، لا يمكن لحامه إلا من الخارج ، لذلك تم اعتماد الأخدود الخارجي - نوع اللحام أحادي الجانب. يستخدم هذا الأخدود لحام GTAW + SMAW على السطح الخارجي للبرميل ، ويكون تسلسل اللحام كما يلي: لحام الكسوة ، اللحام الانتقالي ولحام القاعدة. يختلف تسلسل اللحام هذا عن تسلسل اللحام السابق ، ويؤدي إلى اختيار مواد اللحام.
مواد لحام
بالنظر إلى تأثير التخفيف للمادة الأساسية ، يجب اختيار مادة اللحام ذات المحتوى العالي من النيكل والكروم. إن مادة اللحام الخاصة بالطبقة الأساسية هي من الصلب الذي لا يصدأ عمومًا ، وطبقة التغطية هي ER316L عمومًا (H03Cr19Ni12Mo2Si) من أسلاك اللحام ، ومن ثم يتم استخدام القطب اللحام A042 (e309mol-16) في لحام الطبقة الانتقالية.
اختبار اللحام
| المعالجة: | طبقة رقم | الخامة | الحجم (مم) | قطب كهربائي | الكهرباء (A) | الجهد القوسي (الخامس) | السرعة (سم / دقيقة) | مدخلات الحرارة (كج / سم) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
بعد اجتياز NDT ، تم اختبار العينات لمعرفة الخواص الميكانيكية والتآكل الحبيبي. يمكن أن نرى من نتائج الاختبار أن قوة الشد ، وأداء الثني ، وأداء الصدمات والتآكل بين الحبيبات في الوصلة الملحومة تلبي المتطلبات القياسية ، والتي تثبت عملية اللحام ومواد اللحام w.
تظهر التجربة أنه يمكن لحام الصفيحة المكسوة بالفولاذ المقاوم للصدأ بالترتيب التالي: لحام الكسوة - اللحام الانتقالي اللحام - اللحام الأساسي. بعد لحام خط التراكب ، يجب أن تكون مادة اللحام للقاعدة من الفولاذ المقاوم للصدأ. اعتماد عملية GTAW + SMAW لتلحيم لوحة الكسوة الفولاذية المقاومة للصدأ للبرميل ذي القطر الصغير على الجانب الخارجي بمواد اللحام الصحيحة ، والتي يمكنها تلبية المتطلبات القياسية تمامًا.

