Bisakah tembaga dan baja dilas bersama?
Seperti kita ketahui bersama, tembaga dan baja (besi) adalah dua logam yang berbeda. Konduktivitas termal tembaga adalah 7-11 kali lebih besar dari baja karbon biasa, dan sulit untuk mencapai suhu leleh. Ketika tembaga meleleh, tegangan permukaannya 1/3 lebih kecil dari besi, dan fluiditasnya 1-1.5 kali lebih besar dari besi. Besi dan tembaga larut secara tak terbatas dalam keadaan cair dan terbatas dalam keadaan padat dan tidak membentuk senyawa intermetalik. Untuk larutan padat besi dan tembaga, kelarutan besi dalam tembaga pada 650 ℃ hanya 0.2%, dan tembaga pada 1094 ℃ hanya 4%. Selain itu, koefisien ekspansi linear tembaga sekitar 40% lebih besar dari besi. Kisaran suhu kristalisasi paduan besi-tembaga adalah sekitar 300-400 ℃, dan juga mudah dibentuk (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) dan eutektik dengan leleh rendah lainnya. Tembaga cair atau paduan tembaga memiliki permeabilitas yang kuat terhadap batas butir baja di dekat zona retak. Karakteristik tembaga menentukan bahwa pengelasan baja dan tembaga seringkali sulit.
- Pengelasan retak panas.
- Penetrasi penetrasi intrakranular dan retakan.
Ini biasanya terjadi di zona dekat-las dari matriks sisi baja. Data menunjukkan bahwa penambahan Mn, Ti, V dan elemen lainnya pada paduan tembaga atau lapisan las yang mengandung Ni, Al dan Si dapat secara efektif mengurangi kecenderungan retak penetrasi. Misalnya kandungan Ni lebih tinggi dari 16% (fraksi massa) tidak akan terjadi retakan penetrasi, sedangkan penetrasi serius akan terjadi pada perunggu yang mengandung timah. Selain itu, mikrostruktur baja juga mempengaruhi, seperti tembaga cair dapat menyusup ke austenit tetapi tidak dapat memasuki ferit, sehingga baja austenitik fase tunggal rentan terhadap retakan osmotik, tetapi tidak untuk baja fase ganda Austenitik - Ferit.
- Lasan mendung
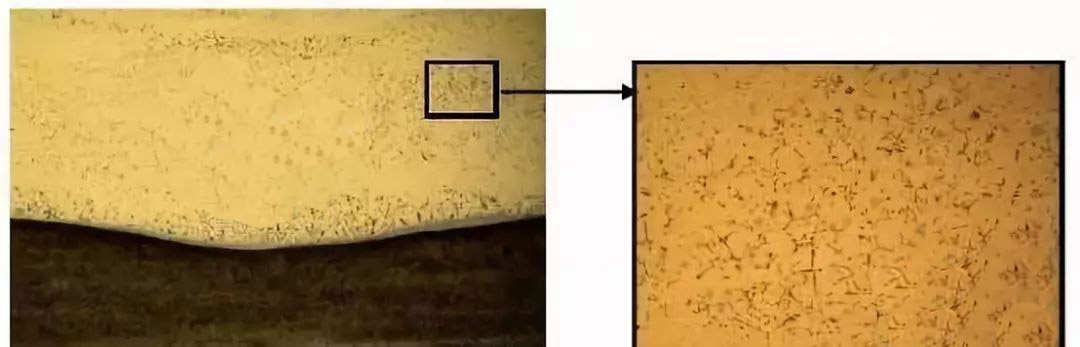 Secara umum diyakini bahwa mendung pada lasan disebabkan oleh tingginya kandungan Fe pada lasan. Ketika logam cair dari solusi tak terbatas membeku dari suhu tinggi menjadi padat, kelarutan Fe menurun drastis, membentuk awan di lasan, yang akan mempengaruhi kinerja lapisan pengelasan.
Secara umum diyakini bahwa mendung pada lasan disebabkan oleh tingginya kandungan Fe pada lasan. Ketika logam cair dari solusi tak terbatas membeku dari suhu tinggi menjadi padat, kelarutan Fe menurun drastis, membentuk awan di lasan, yang akan mempengaruhi kinerja lapisan pengelasan.
Tetapi karena baja dan tembaga memiliki jenis kisi yang sama, konstanta kisi, dan jari-jari atom pada suhu tinggi, teknik pengelasan khusus memungkinkan mereka untuk dilas bersama. Secara umum diyakini bahwa ketika Fe adalah 0.2% -1.1% dalam lasan, struktur lasan adalah fase-α besar, dengan ketahanan retak yang buruk. Dengan meningkatnya kandungan besi, lasan adalah struktur biphasic α + ε dengan ketahanan retak terbaik, terutama ketika fraksi massa Fe adalah 10% -43%. Apakah Anda tahu cara mengelas stainless steel dan tembaga?
Pengelasan busur manual, pengelasan busur argon dan pengelasan gas terlindung dapat mengelas baja dan tembaga serta paduannya. Dianjurkan untuk menggunakan nikel murni atau paduan berbasis nikel yang mengandung tembaga untuk mendepositkan lapisan transisi karena ketahanan retak yang kuat dari las berbasis nikel. Elemen nikel dapat sangat mengurangi atau menghilangkan tembaga dan baja paduan permeabel tembaga, yang membantu untuk menghilangkan retak permeabel di zona yang terkena panas. Dalam percobaan ini, tembaga murni 300mm × 150mm × 5mm Pelat tembaga C11700 dan baja A 106 diambil sebagai contoh. Setelah melapisi lapisan transisi, kawat perunggu silicomanganese 201 dan kawat 202 dapat digunakan sebagai bahan logam pengisi untuk memperkuat deoksidasi dari kolam peleburan.
Langkah 1. Film oksidasi dan noda minyak pada permukaan logam dasar logam tembaga dan baja dibersihkan dan dipoles, dan kemudian alur sisi tembaga diproses ke sisi 40 ° dan kekasaran permukaan Ra adalah 0.8 m ~ 1.0 m .
Langkah 2. Bahan dasar logam tembaga dan baja dipanaskan dalam tungku kotak. Suhu pemanasan adalah 400 ℃ ~ 500 ℃ dan disimpan selama 30 menit ~ 45 menit.
Langkah 3. Pelat tembaga dan bahan dasar pelat baja karbon diisi dengan kawat tembaga merah S201 dengan pengelasan tungsten argon arc (TIG) dan diperbaiki dengan pengelasan spot. Kemudian, pelat tembaga dihubungkan dengan sekering dan mematri, dan busur digeser ke bahan dasar di sisi tembaga (deviasi busur adalah 10 ° ~ 25 °). Parameter: 140A ~ 160A saat ini, tegangan 8V ~ 10V, gas pelindung He ~ Ar gas campuran, laju aliran gas 15L / mnt; Rasio volume He dan Ar dalam campuran He ~ Ar adalah 8: 2.
Langkah 4. Bersihkan sambungan yang dilas dengan sikat kawat sampai memiliki kilau logam dan pengelasan selesai.
Metode pengelasan tembaga dan baja ini mengadopsi gas pelindung energi tinggi He ~ Ar untuk memusatkan energi garis, yang dapat mempersingkat waktu tinggal suhu tinggi di kolam peleburan dan mencegah peleburan yang berlebihan dari substrat untuk membuat tembaga dan baja sepenuhnya tercampur , sebarkan dan tingkatkan kandungan tembaga pada antarmuka, menghasilkan infiltrasi kontinu pada sisi baja dan pembentukan retakan panas eutektik dengan leleh rendah.
Pada saat yang sama, campuran He ~ Ar dari gas pelindung berenergi tinggi juga dapat menghambat kombinasi oksigen dan tembaga, sehingga menghambat pembentukan partikel oksida pada antarmuka tembaga dan mencegah pembentukan retakan. Selain itu, dalam proses pengelasan, busur cenderung ke sisi tembaga untuk memastikan bahwa sisi baja tidak meleleh, dan fusi dan sambungan mematri dibentuk untuk menghindari penetrasi berlebihan dari tembaga cair ke sisi baja dan pembentukan penetrasi retak, sehingga dapat mengurangi waktu aksi suhu tinggi dari zona yang terkena panas dan meningkatkan plastisitas dan ketangguhan sambungan yang dilas.
