A soldagem de chapa de aço inoxidável-aço carbono
A placa folheada é produzida pela união de dois ou mais metais em uma única chapa ou chapa de aço. As chapas revestidas de aço inoxidável-aço carbono combinaram o material de aço inoxidável e aço carbono através do processo de explosão e laminação, o que torna a chapa metálica mais resistente à corrosão, resistência à abrasão e alta temperatura e resistência à pressão. Mas o soldador enfrentará o novo problema que é a soldagem, todos sabem que as duas soldas de materiais diferentes serão mais complexas e difíceis.
De um modo geral, a sequência de soldagem do aço inoxidável placa de aço de revestimento é geralmente o seguinte: primeiro solde o interior da camada de base, em seguida, solde o lado de fora da camada de base após a remoção da raiz na parte traseira e, finalmente, solde a camada de transição e camada de revestimento (diagrama de ranhura). No entanto, para a soldagem da solda de circunferência longitudinal do cilindro de pequeno diâmetro (diâmetro abaixo de 500), a ranhura externa deve ser selecionada. Portanto, hoje vamos aprender o processo de soldagem de um vaso de pressão feito de placa de revestimento de aço inoxidável de pequeno diâmetro.
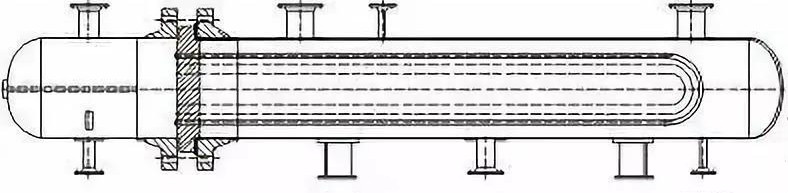
Rebocador inferior da torre de sulfeto de hidrogênio (ou trocador de calor com tubo em U). O meio que contém amônia, o recipiente é feito de chapa de aço revestida de aço inoxidável Q245R + S31603, a pressão de projeto do 1.18 MPa, a temperatura de projeto do 189 ℃, Φ 600 mm de diâmetro.
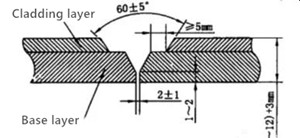
Projeto do sulco
Devido ao pequeno diâmetro do corpo da carcaça, ele só pode ser soldado por fora, portanto, é adotada a ranhura externa - tipo de soldagem de lado único. Esta ranhura adota a soldagem GTAW + SMAW na parte externa do cilindro, e a sequência de soldagem é a seguinte: soldagem de revestimento, soldagem de transição e soldagem de base. Diferente da sequência de soldagem anterior, esta sequência de soldagem traz a seleção dos materiais de soldagem.
Material de soldagem
Considerando o efeito de diluição do material base, o material de soldagem com maior teor de cromo-níquel deve ser selecionado. O material de soldagem da camada de base é geralmente de aço inoxidável, a camada de cobertura é geralmente fio de solda ER316L (H03Cr19Ni12Mo2Si) e, em seguida, o eletrodo de soldagem A042 (e309mol-16) é usado para soldar a camada de transição e a camada de base.
Teste de soldagem
| Extração | Camada Não | Material | Tamanho (mm) | elétrodo | Eletricidade (A) | Tensão de arco (V) | Velocidade (cm / min) | Entrada de calor (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Após passar no END, as amostras foram testadas quanto a propriedades mecânicas e corrosão intergranular. Pelos resultados dos testes, pode-se observar que a resistência à tração, o desempenho à flexão, o impacto e a corrosão intergranular da junta soldada atendem aos requisitos padrão, o que comprova o processo de soldagem e o material de soldagem w.
O experimento mostra que a chapa cladeada de aço inoxidável pode ser soldada nesta ordem: solda de revestimento - solda de transição de soldagem - solda de base. Depois de soldar a costura de cobertura, o material de soldagem da base deve ser aço inoxidável. Adotando o processo de GTAW + SMAW para soldar a placa de revestimento de aço inoxidável de cilindro de pequeno diâmetro no lado externo com o material de soldagem correto, que pode atender completamente aos requisitos padrão.

