Hàn của thép không gỉ song công S32750
So với thép không gỉ Austenitic, thép không gỉ super duplex có hàm lượng Cr và Mo nhiều hơn, có lợi cho việc hình thành ferit và cải thiện khả năng chống ăn mòn của thép. Việc bổ sung Ni, N, Cu và Cu có thể cải thiện khả năng chống ăn mòn của thép thành môi trường không oxy hóa. Thép không gỉ super duplex có khả năng hàn tốt mà không cần hàn các vết nứt nóng và lạnh. Dưới tác động của chu trình nhiệt hàn, Ferit tăng lên và kích thước hạt to ra, đồng thời làm nguội quá chậm cũng sẽ dẫn đến kết tủa của pha có hại, có thể phá hủy sự cân bằng giữa Austenit và Ferit, ảnh hưởng đến cơ tính và khả năng chống ăn mòn của mối hàn . Sau đây bài viết này sẽ giới thiệu quy trình hàn thép không gỉ S32750.
Phương pháp hàn
Hàn hồ quang argon vonfram được đặc trưng bởi nồng độ năng lượng, một lượng nhỏ đầu vào nhiệt, dễ kiểm soát chất lượng hàn. Kiểm soát hợp lý đầu vào nhiệt hàn, hàn nhiều lớp, đa kênh và tốc độ lắng thấp, hàn hồ quang vonfram điện cực vonfram và phụ trợ để hàn khí bảo vệ khí argon tinh khiết hàn hàn nóng chảy siêu hàn hàn song công, có thể hàn tốt hơn chất lượng và tính chất cơ học tốt và chống ăn mòn.
Vật liệu hàn
Theo thành phần hóa học và tính chất cơ học của vật liệu nền, dây ER2594 là một lựa chọn lý tưởng. Kim loại mối hàn được phép gọi là “thép không gỉ siêu hai mặt” khi PRENE (giá trị tương đương độ bền rỗ) lớn hơn 40.
Thông số hàn
Hoạt động mẫu được chỉ định trong ASME B31.1andASME Ⅸ
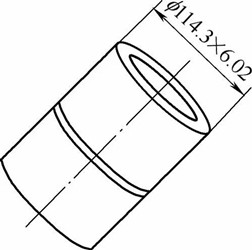
Đầu tiên, lấy mẫu vật liệu cơ bản Ống S32750 với đặc tả f114.3mm 6.02mm và mở rãnh hình chữ V. Các rãnh và hạt hàn được thể hiện trong hình.

Mô hình vật liệu hàn là ER2594 với đặc điểm kỹ thuật f2.0mm. Lưu ý rằng dòng điện quá nhiều dễ bị cháy qua, dòng điện quá ít dễ gây ra hiện tượng hàn không hoàn toàn hoặc hàn không hoàn toàn. Trong quá trình hoạt động, Góc rãnh hàn có thể được tăng lên một cách thích hợp để kiểm soát tỷ lệ nhiệt hạch và điều chỉnh thành phần kim loại của mối hàn.
Thứ hai, nghiêm cấm việc khởi động hồ quang và thử nghiệm dòng điện trên bề mặt kim loại cơ bản bên ngoài rãnh để tránh hồ quang làm hỏng kim loại cơ bản. Chất lượng của hồ quang bắt đầu và kết thúc cần được đảm bảo trong quá trình hàn. Vật liệu hàn và quy trình hàn giống như đường hàn gốc phải được sử dụng để hàn định vị mối hàn. Số lượng mối hàn định vị phải là 2, 3 hoặc 4 điểm và phải được cố định ở mức trung bình. Chiều dày không được vượt quá 2/3 thành ống để đảm bảo đường hàn không bị nứt và loại bỏ các khuyết tật trong quá trình hàn chính thức.
Hàn phải được thực hiện theo đúng các thông số liên quan đã chọn. Để làm cho hàn có thể bao gồm việc xây dựng thực tế của đường kính lớn, ống tường dày nên được sử dụng càng rộng càng nhiều phạm vi tham số có thể. Kiểm soát nhiệt độ giao thoa nhỏ hơn 120 ℃, đầu vào nhiệt hàn 1500 j / mm trở xuống, với lý do đảm bảo chất lượng hàn, càng nhiều càng tốt, sử dụng dòng điện nhỏ, hàn nhanh, đầu vào nhiệt nhỏ và lớp hàn, hạt hàn .
Cần lưu ý rằng rãnh và bề mặt cách rãnh 50mm phải được làm sạch trước khi hàn và không được có hơi nước, các chất phốt phát, vật liệu có chứa cacbon (như dầu, sơn, cặn, rỉ sét, gờ và halogen , v.v.) và các vết nứt, lớp xen kẽ và các khuyết tật khác. Cần thực hiện các biện pháp thích hợp như cách ly và xếp chồng lên nhau để ngăn ngừa sự ô nhiễm của thép không gỉ siêu kép bởi các nguyên tố sắt. Thép không gỉ super duplex có tính hàn tốt và không dễ tạo ra các vết nứt nóng, được sử dụng rộng rãi trong các thiết bị xử lý nước biển và nước thải, sản xuất giấy, thiết bị hóa dầu và các môi trường khác yêu cầu chống ăn mòn nghiêm ngặt.

