Việc hàn tấm thép không gỉ-carbon
Tấm mạ được sản xuất bằng cách liên kết hai hoặc nhiều kim loại với nhau thành một tấm thép hoặc tấm đơn. Các tấm thép không gỉ-thép carbon kết hợp vật liệu thép không gỉ và thép carbon thông qua quá trình nổ và cán, làm cho tấm kim loại có khả năng chống ăn mòn, chống mài mòn và chịu nhiệt độ và áp suất cao. Nhưng thợ hàn sẽ phải đối mặt với vấn đề mới đó là hàn, mọi người đều biết rằng hai vật liệu hàn khác nhau sẽ phức tạp và khó khăn hơn.
Nói chung, trình tự hàn của thép không gỉ tấm thép nói chung là như sau: đầu tiên hàn mặt trong của lớp cơ sở, sau đó hàn mặt ngoài của lớp cơ sở sau khi loại bỏ rễ ở mặt sau và cuối cùng hàn lớp chuyển tiếp và lớp ốp (sơ đồ rãnh). Tuy nhiên, để hàn mối hàn theo chu vi dọc của hình trụ có đường kính nhỏ (đường kính dưới 500) thì phải chọn rãnh ngoài. Vì vậy, hôm nay chúng ta hãy cùng tìm hiểu quy trình hàn của một bình chịu áp được làm bằng tấm ốp thép không gỉ có đường kính nhỏ.
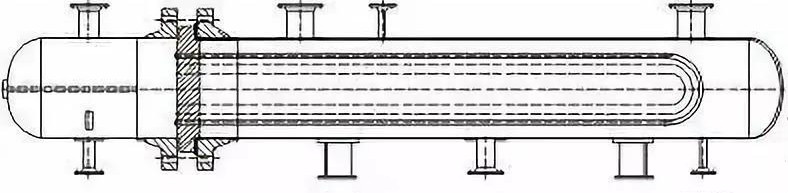
Hydrogen sulfide đáy reboiler (hoặc trao đổi nhiệt ống chữ U). Môi trường chứa amoniac, thùng chứa được làm bằng tấm thép không gỉ Q245R + S31603, áp suất thiết kế của 1.18 MPa, nhiệt độ thiết kế của 189 ℃, đường kính Φ 600 mm.
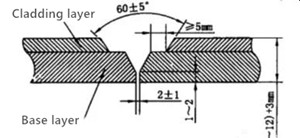
Thiết kế rãnh
Do đường kính của thân vỏ nhỏ, chỉ có thể hàn từ bên ngoài, vì vậy rãnh ngoài - kiểu hàn một mặt được sử dụng. Rãnh này thông qua hàn GTAW + SMAW ở bên ngoài thùng và trình tự hàn như sau: hàn phủ, hàn chuyển tiếp và hàn cơ sở. Khác với trình tự hàn trước, trình tự hàn này mang lại sự lựa chọn vật liệu hàn.
Vật liệu hàn
Xem xét hiệu ứng pha loãng của vật liệu cơ bản, nên chọn vật liệu hàn có hàm lượng crôm-niken cao hơn. Vật liệu hàn của lớp cơ sở nói chung là thép không gỉ, lớp phủ nói chung là ER316L (H03Cr19Ni12Mo2Si), sau đó sử dụng lớp hàn điện cực lớp A042 (e309mol-16).
Kiểm tra hàn
| Quy trình xét duyệt | Lớp không | Vật chất | Kích thước (mm) | Điện cực | Điện (A) | Điện áp hồ quang (V) | Tốc độ (cm / phút) | Đầu vào nhiệt (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| NHỎ | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| NHỎ | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Sau khi vượt qua NDT, các mẫu đã được kiểm tra tính chất cơ học và ăn mòn giữa các hạt. Có thể thấy từ các kết quả thử nghiệm rằng độ bền kéo, hiệu suất uốn, hiệu suất va đập và ăn mòn giữa các mối hàn đáp ứng các yêu cầu tiêu chuẩn, chứng minh quá trình hàn và vật liệu hàn w.
Thí nghiệm cho thấy tấm thép không gỉ có thể được hàn theo thứ tự: mối hàn ốp - mối hàn chuyển tiếp - mối hàn cơ bản. Sau khi hàn đường nối lớp phủ, vật liệu hàn của đế phải là thép không gỉ. Áp dụng quy trình GTAW + SMAW để hàn tấm ốp thép không gỉ của thùng đường kính nhỏ ở mặt ngoài bằng vật liệu hàn chính xác, hoàn toàn có thể đáp ứng các yêu cầu tiêu chuẩn.

