Pengelasan duplex S32750 stainless steel
Dibandingkan dengan baja tahan karat Austenitik, baja tahan karat super duplex memiliki lebih banyak kandungan Cr dan Mo, yang bermanfaat untuk membentuk ferit dan meningkatkan ketahanan baja terhadap korosi. Penambahan Ni, N, Cu dan Cu dapat meningkatkan ketahanan korosi baja terhadap medium bukan pengoksidasi. Super duplex stainless steel memiliki kemampuan las yang baik tanpa mengelas retakan panas dan dingin. Di bawah pengaruh siklus panas pengelasan, Ferit meningkat dan ukuran butir membesar, sementara pendinginan yang terlalu lambat juga akan menyebabkan pengendapan fase berbahaya, yang dapat merusak keseimbangan antara Austenit dan Ferit, mempengaruhi sifat mekanik dan ketahanan korosi sambungan las. . Di sini artikel ini akan memperkenalkan proses pengelasan baja tahan karat S32750.
Metode pengelasan
Tungsten argon arc welding ditandai dengan konsentrasi energi, sejumlah kecil input panas, mudah untuk mengontrol kualitas pengelasan. Kontrol yang masuk akal dari input panas pengelasan, pengelasan multi-layer, multi-channel dan laju deposisi rendah, pengelasan busur tungsten elektroda argon dan tambahan untuk 99.99% argon murni perlindungan gas las molten pool implementasi super duplex pengelasan stainless steel, bisa mendapatkan pengelasan yang lebih baik kualitas dan sifat mekanik yang baik dan ketahanan korosi.
Bahan las
Berdasarkan komposisi kimia dan sifat mekanik bahan dasar, kawat ER2594 adalah pilihan yang ideal. Logam las diperbolehkan untuk disebut "baja tahan karat super dupleks" bila PRENE (nilai ekuivalen tahanan lubang) lebih besar dari 40.
Parameter pengelasan
Operasi sampel ditentukan dalam ASME B31.1 danASME Ⅸ。
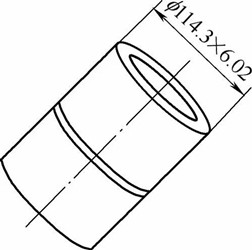
Pertama, ambil sampel bahan dasar Pipa S32750 dengan spesifikasi f114.3mm 6.02mm dan buka alur berbentuk V. Manik-manik alur dan las ditunjukkan pada gambar.

Model bahan las adalah ER2594 dengan spesifikasi f2.0mm. Perhatikan bahwa terlalu banyak arus mudah terbakar, arus yang terlalu sedikit mudah menyebabkan fusi tidak lengkap atau pengelasan tidak lengkap. Dalam proses operasi, sudut alur las dapat ditingkatkan secara tepat untuk mengontrol rasio fusi dan menyesuaikan komposisi logam dari las.
Kedua, dilarang keras untuk memulai busur dan menguji arus pada permukaan logam dasar di luar alur untuk mencegah kerusakan busur pada logam tidak mulia. Kualitas busur awal dan akhir harus dijamin selama pengelasan. Bahan pengelasan dan proses pengelasan yang sama dengan root pass harus digunakan untuk pengelasan posisi pengelasan. Jumlah lokasi sambungan solder harus 2, 3 atau 4 titik dan harus ditetapkan rata-rata. Ketebalan tidak boleh melebihi 2/3 dari dinding pipa untuk memastikan bahwa lapisan las tidak akan retak dan menghilangkan cacat selama proses pengelasan formal.
Pengelasan harus dilakukan sesuai dengan parameter yang relevan yang dipilih. Agar pengelasan dapat menutupi konstruksi aktual berdiameter besar, pipa berdinding tebal harus digunakan selebar mungkin dari berbagai parameter. Mengontrol suhu interpass kurang dari 120 ℃, input panas pengelasan 1500 j / mm atau kurang, dengan dasar jaminan kualitas pengelasan, sejauh mungkin menggunakan arus kecil, pengelasan cepat, input panas kecil dan lapisan pengelasan, manik untuk pengelasan .
Perlu dicatat bahwa alur dan permukaan yang berjarak 50mm dari alur harus dibersihkan sebelum pengelasan, dan tidak boleh ada uap air, zat fosfat, bahan yang mengandung karbon (seperti minyak, cat, kerak, karat, duri, dan halogen. , dll.) dan retakan, interlayer, dan cacat lainnya. Tindakan yang tepat seperti isolasi dan penumpukan harus dilakukan untuk mencegah kontaminasi baja tahan karat super duplex oleh elemen besi. Baja tahan karat super duplex memiliki kemampuan las yang baik dan tidak mudah menghasilkan retakan panas, telah banyak digunakan dalam peralatan pengolahan air laut dan air limbah, pembuatan kertas, peralatan petrokimia dan lingkungan lain yang memerlukan ketahanan korosi yang ketat.

