Pengelasan pelat baja stainless-baja karbon
Pelat berpakaian diproduksi dengan mengikat dua atau lebih logam bersama-sama menjadi lembaran baja atau piring tunggal. Stainless steel - Pelat baja berlapis karbon menggabungkan bahan stainless steel dan baja karbon melalui proses ledakan dan penggulungan, yang membuat pelat logam lebih tahan korosi, ketahanan abrasif dan tahan suhu tinggi dan tekanan. Tetapi tukang las akan menghadapi masalah baru yaitu pengelasan, semua orang tahu bahwa dua material pengelasan yang berbeda akan lebih kompleks dan sulit.
Secara umum, urutan pengelasan dari stainless steel pelat baja cladding umumnya sebagai berikut: pertama las bagian dalam lapisan dasar, kemudian las bagian luar lapisan dasar setelah pengangkatan akar di bagian belakang dan terakhir las lapisan transisi dan lapisan kelongsong (diagram alur). Namun demikian, untuk pengelasan las lingkar longitudinal silinder berdiameter kecil (diameter di bawah 500), alur luar harus dipilih. Oleh karena itu, hari ini mari kita pelajari proses pengelasan bejana tekan yang dibuat dari pelat kelongsong baja tahan karat berdiameter kecil.
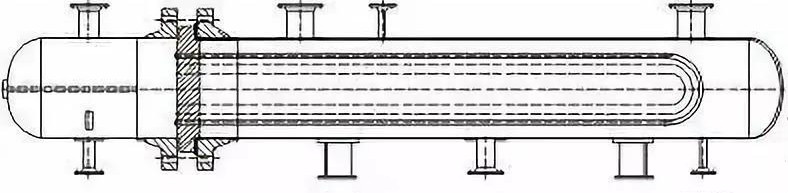
Reboiler bawah menara hidrogen sulfida (atau penukar panas tabung-U). Media yang mengandung amonia, wadah terbuat dari pelat baja stainless Q245R + S31603, tekanan desain 1.18 MPa, suhu desain 189 ℃, diameter 600 mm.
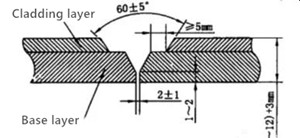
Desain alur
Karena diameter kecil tubuh cangkang, itu hanya dapat dilas dari luar, sehingga alur luar - tipe pengelasan satu sisi diadopsi. Alur ini mengadopsi pengelasan GTAW + SMAW di bagian luar laras, dan urutan pengelasan adalah sebagai berikut: pengelasan kelongsong, pengelasan transisi, dan pengelasan dasar. Berbeda dari pengelasan sebelumnya, pengelasan ini membawa pada pemilihan bahan pengelasan.
Bahan las
Mempertimbangkan efek pengenceran dari bahan dasar, material pengelasan dengan kandungan nikel-krom yang lebih tinggi harus dipilih. Bahan las dari lapisan dasar umumnya stainless steel, lapisan penutup umumnya ER316L (H03Cr19Ni12Mo2Si) kawat las, dan kemudian elektroda las A042 (e309mol-16) digunakan untuk mengelas lapisan transisi dan lapisan dasar.
Tes pengelasan
| Proses | Lapisan no | Bahan | Ukuran (mm) | Elektroda | Listrik (A) | Tegangan busur (V) | Kecepatan (cm / min) | Input panas (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Setelah melewati NDT, sampel diuji untuk sifat mekanik dan korosi intergranular. Hal ini dapat dilihat dari hasil pengujian bahwa kekuatan tarik, kinerja lentur, kinerja impak dan korosi intergranular dari sambungan las memenuhi persyaratan standar, yang membuktikan proses pengelasan dan material pengelasan.
Percobaan menunjukkan bahwa plat baja tahan karat dapat dilas dengan urutan sebagai berikut: las kelongsong - las transisi pengelasan - las dasar. Setelah pengelasan lapisan pelapis, bahan pengelasan alas harus dari baja tahan karat. Mengadopsi proses GTAW + SMAW untuk mengelas pelat kelongsong stainless steel dari laras berdiameter kecil di sisi luar dengan bahan las yang benar, yang sepenuhnya dapat memenuhi persyaratan standar.

