구리와 강철을 함께 용접 할 수 있습니까?
우리 모두 알다시피, 구리와 강철 (철)은 서로 다른 금속입니다. 구리의 열전도율은 일반 탄소강의 열전도율보다 7 ~ 11 배 높으며 녹는 온도에 도달하기가 어렵습니다. 구리가 녹을 때, 표면 장력은 철의 1/3보다 낮으며 유동성은 철보다 1-1.5 배 더 큽니다. 철과 구리는 액체 상태에서 무한 용해되고 고체 상태에서 유한하며 금속 간 화합물을 형성하지 않습니다. 철과 구리의 고용체의 경우, 650 ℃에서 구리에 대한 철의 용해도는 0.2 %에 불과하고 1094 ℃에서 구리에 대한 용해도는 4 %에 불과하다. 또한, 구리의 선팽창 계수는 철의 선팽창 계수보다 약 40 % 더 크다. 철-구리 합금의 결정화 온도 범위는 약 300-400 ℃이며, (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) 및 다른 저 융점 공융 또한 형성하기 쉽다. 액체 구리 또는 구리 합금은 균열 구역 근처의 강의 입자 경계에 대해 강한 투과성을 갖는다. 구리의 특성은 강철과 구리의 용접이 종종 어렵다는 것을 결정합니다.
- 용접 열 균열.
- 입자 간 침투 및 침투 균열.
이것은 일반적으로 강철 측면 매트릭스의 용접 근처 영역에서 발생합니다. 데이터는 구리 합금에 Mn, Ti, V 및 기타 원소를 첨가하거나 Ni, Al 및 Si를 포함하는 용접 이음매가 침투 균열의 경향을 효과적으로 감소시킬 수 있음을 보여줍니다. 예를 들어, Ni의 함량이 16 % (질량 분율)를 초과하면 침투 균열이 발생하지 않고 주석 함유 청동에 심각한 침투가 발생합니다. 또한, 액체 구리는 페라이트가 아닌 오스테 나이트에 침투 할 수있는 것과 같은 강철의 미세 구조도 영향을 미칩니다. 따라서 단상 오스테 나이트 강은 삼투 균열이 발생하기 쉽지만 오스테 나이트-페라이트 이중상 강철에는 영향을주지 않습니다.
- 대체로 흐림
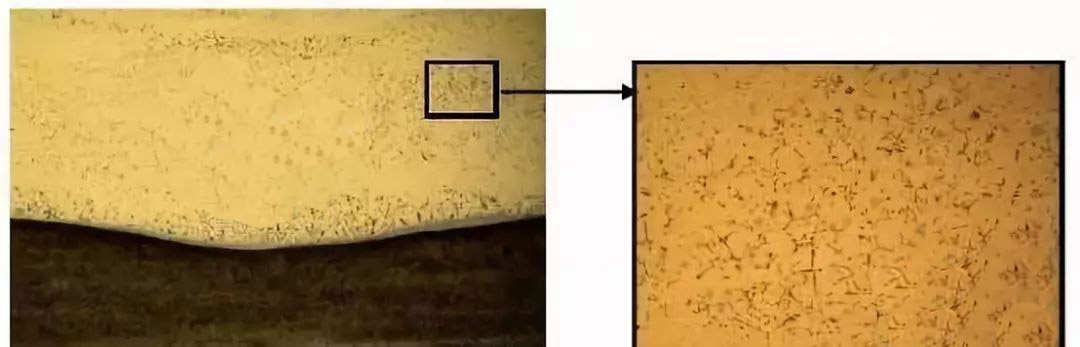 용접부에서의 과잉 주조는 용접부에서의 Fe 함량이 높기 때문에 일반적으로 믿어진다. 무한 용액의 액체 금속이 고온에서 고체로 고형화 될 때, Fe의 용해도가 크게 감소하여 용접에서 흐림이 형성되어 용접 이음새의 성능에 영향을 미칩니다.
용접부에서의 과잉 주조는 용접부에서의 Fe 함량이 높기 때문에 일반적으로 믿어진다. 무한 용액의 액체 금속이 고온에서 고체로 고형화 될 때, Fe의 용해도가 크게 감소하여 용접에서 흐림이 형성되어 용접 이음새의 성능에 영향을 미칩니다.
그러나 강철과 구리는 유사한 격자 유형, 격자 상수 및 원자 반경을 갖기 때문에 특수 용접 기술을 사용하여 서로 용접 할 수 있습니다. Fe가 용접에서 0.2 % -1.1 % 일 때, 용접 구조는 크랙 저항성이 열악한 α 상인 것으로 여겨진다. 철 함량이 증가함에 따라, 용접은 특히 Fe 질량 분율이 10 % -43 % 일 때 최고의 내 균열 성을 갖는 α + ε XNUMX 상 구조였다. 스테인레스 스틸과 구리를 용접하는 방법을 알고 있습니까?
수동 아크 용접, 아르곤 아크 용접 및 가스 차폐 용접은 강철 및 구리 및 그 합금을 용접 할 수 있습니다. 니켈 계 용접부의 강한 내 크랙 성 때문에 전이 층을 증착하기 위해 순수 니켈 또는 구리를 함유 한 니켈 계 합금을 사용하는 것이 좋습니다. 니켈 원소는 구리 및 구리 합금 투과성 강철을 크게 줄이거 나 제거 할 수 있으며, 이는 열 영향 구역에서 투과성 균열을 제거하는 데 도움이됩니다. 이 실험에서 순수한 구리 300mm × 150mm × 5mm C11700 구리판 강철 A 106을 예로 들었다. 전이 층을 표면 처리 한 후, 규소 망간 청동 와이어 (201) 및 와이어 (202)는 용융 풀의 탈산을 강화시키기 위해 충전제 금속 재료로서 사용될 수있다.
단계 1. 구리 및 강철 금속 모재 표면의 산화 피막 및 오일 얼룩을 세척 및 연마 한 후, 구리 측면 홈을 40 °의 측면으로 가공하고 표면 거칠기 Ra는 0.8m ~ 1.0m .
단계 2. 구리 및 강철 금속 기재를 박스 퍼니스에서 가열한다. 가열 온도는 400 ℃ ~ 500 ℃이고 30 분 ~ 45 분 동안 유지 하였다.
단계 3. 구리판 및 탄소 강판 기재는 텅스텐 아르곤 아크 용접 (TIG)에 의해 S201 적색 구리선으로 채워지고 스폿 용접에 의해 고정된다. 그 후, 구리판은 융착 및 브레이징에 의해 연결되고, 아크는 구리 측의 기재로 이동된다 (아크 편차는 10 ° ~ 25 °). 매개 변수 : 전류 140A ~ 160A, 전압 8V ~ 10V, 보호 가스 He ~ Ar 혼합 가스, 가스 유량 15L / min; He ~ Ar의 혼합물에서 He 및 Ar의 부피비는 8 : 2이다.
단계 4. 금속 브러시로 용접이 완료 될 때까지 와이어 브러시로 용접 조인트를 청소하십시오.
이 구리와 강철의 용접 방법은 He ~ Ar 고 에너지 보호 가스를 채택하여 라인 에너지를 집중시켜 용융 풀에서 고온의 체류 시간을 단축하고 기판의 과도한 용융을 방지하여 구리와 강철이 완전히 혼합되도록합니다. , 계면에서 구리 함량을 확산 및 증가시켜, 강측의 연속 침윤 및 저 융점 공융 열 균열의 형성을 초래한다.
동시에, 고 에너지 보호 가스의 He ~ Ar 혼합물은 또한 산소와 구리의 조합을 억제하여 구리 계면에서 산화물 입자의 형성을 억제하고 크랙의 형성을 방지 할 수있다. 또한, 용접 공정에서, 아크 측은 스틸 측이 용융되지 않도록하기 위해 구리 측으로 기울어지고, 용융 된 구리가 스틸 측으로 과도하게 침투하여 형성되는 것을 방지하기 위해 용융 및 브레이징 조인트가 형성된다. 열 균열 영역의 고온 작용 시간을 줄이고 용접 조인트의 가소성과 인성을 향상시키기 위해 침투 균열.
