Ali sta lahko baker in jeklo varjena skupaj?
Kot vsi vemo, sta baker in jeklo (železo) dve različni kovini. Toplotna prevodnost bakra je 7-11 krat večja kot pri navadnem ogljikovem jeklu in težko je doseči temperaturo taljenja. Ko se baker topi, je njegova površinska napetost za 1/3 manjša kot pri železu, njegova fluidnost pa je 1-1.5 krat večja od železa. Železo in baker sta v tekočem stanju neskončno topna, v trdnem stanju pa končna in ne tvorita intermetalnih spojin. Za trdno raztopino železa in bakra je topnost železa v bakra pri 650 only le 0.2%, raztopina bakra pri 1094 ℃ pa le 4%. Poleg tega je koeficient linearne ekspanzije bakra približno 40% večji od železa. Temperaturno območje kristalizacije zlitine železa in bakra je približno 300-400 ℃, poleg tega pa je enostavno oblikovati (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) in še en evtektik z nizkim tališčem. Tekoči baker ali bakrova zlitina ima močno prepustnost meje zrnja jekla v bližini cone razpoke. Značilnosti bakra določajo, da je varjenje jekla in bakra pogosto težko.
- Varjenje toplotne razpoke.
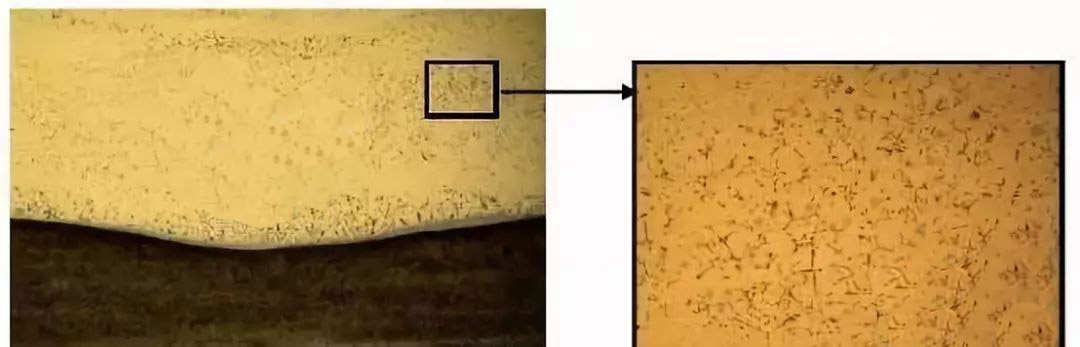
- Medgranularno in prodorno razpoko.
To se običajno zgodi v območju varjenja jeklene stranske matrice. Podatki kažejo, da lahko dodajanje Mn, Ti, V in drugih elementov v bakreno zlitino ali varilni šiv, ki vsebuje Ni, Al in Si, učinkovito zmanjša težnjo prodiranja razpoke. Na primer, ko je vsebnost Ni večja od 16% (masni delež), ne bo prišlo do penetracijske razpoke, medtem ko bo do brona, ki vsebuje kositer, prišlo do resnega prodiranja. Poleg tega vpliva tudi mikrostruktura jekla, na primer tekoči baker se lahko infiltrira v avstenit, ne pa v ferit, zato je enofazno avstenitno jeklo nagnjeno k osmotskim razpokam, ne pa tudi pri dvofaznem avstenitno-feritnem jeklu.
- Zvar je prevlečen
 Na splošno velja, da previs v zvarah povzroča visoka vsebnost Fe v zvarih. Ko se tekoča kovina neskončne raztopine strdi z visoke temperature na trdno, se topnost Fe močno zmanjša, pri čemer v zvarju nastane pregreh, kar bo vplivalo na delovanje varilnih šivov.
Na splošno velja, da previs v zvarah povzroča visoka vsebnost Fe v zvarih. Ko se tekoča kovina neskončne raztopine strdi z visoke temperature na trdno, se topnost Fe močno zmanjša, pri čemer v zvarju nastane pregreh, kar bo vplivalo na delovanje varilnih šivov.
Ker pa imata jeklo in baker podobne vrste rešetk, konstante rešetke in atomska polmera pri visokih temperaturah, posebne tehnike varjenja omogočajo njihovo varjenje skupaj. Na splošno velja, da ko je Fe v zvaru 0.2% -1.1%, je struktura zvara velika α-faza s slabo odpornostjo na razpoke. S povečanjem vsebnosti železa je bil zvar α + ε dvofazna struktura z najboljšo odpornostjo na razpoke, še posebej, ko je bila Fe masa 10% -43%. Ali veste, kako variti nerjavno jeklo in baker?
Ročno obločno varjenje, argonsko obločno varjenje in varjenje s plinom lahko varita jeklo in baker ter njihove zlitine. Priporočamo uporabo čistega niklja ali zlitine na osnovi niklja, ki vsebuje baker za nanašanje prehodnega sloja zaradi močne odpornosti na zvar na osnovi niklja. Element niklja lahko močno zmanjša ali izloči prepustno jeklo za baker in bakrove zlitine, kar je koristno za odpravo prepustne razpoke na območju, ki je toplotno prizadeto. V tem poskusu je čisti baker 300 mm × 150 mm × 5 mm C11700 bakrena plošča in jeklo A 106 so bili uporabljeni kot primeri. Po nanašanju prehodnega sloja se lahko silicomanganese bronasta žica 201 in žica 202 uporabijo kot kovinski materiali za polnjenje za krepitev deoksidacije talilnega bazena.
Korak 1. Oksidacijski film in oljne madeže na površini bakrene in jeklene kovine smo očistili in polirali, nato pa bakreni utor obdelali na stran 40 ° in hrapavost Ra je bila 0.8m ~ 1.0m .
Korak 2. Osnovni materiali iz bakra in jekla se segrejejo v škatli peči. Temperatura ogrevanja je bila 400 ℃ ~ 500 ℃ in se je obdržala 30 minut do 45 minut.
Korak 3. Bakrena plošča in osnovni material plošče iz ogljikovega jekla se napolni z rdečo bakreno žico S201 z varjenjem z volframovim lokom (TIG) in pritrdi s točkovnim varjenjem. Nato je bakrena plošča povezana z zlivanjem in spajkanjem, lok pa se premakne na osnovni material na bakreni strani (odstopanje loka je 10 ° ~ 25 °). Parametri: tok 140A ~ 160A, napetost 8V ~ 10V, zaščitni plin He ~ Ar mešani plin, pretok plina 15L / min; Količinsko razmerje He in Ar v mešanici He ~ Ar je 8: 2.
Korak 4. Zvarjene spoje očistite z žično krtačo, dokler ne dobite kovinskega sijaja in je varjenje končano.
Ta metoda varjenja bakra in jekla prevzame He ~ Ar visokoenergijski zaščitni plin za koncentracijo linijske energije, kar lahko skrajša čas bivanja visoke temperature v talilnem bazenu in prepreči prekomerno taljenje podlage, da se baker in jeklo popolnoma mešata , razširijo in povečajo vsebnost bakra na vmesniku, kar ima za posledico nenehno infiltracijo jeklene strani in nastanek nizko talilnih evtektičnih toplotnih razpok.
Hkrati lahko zmes He ~ Ar visokoenergijskega zaščitnega plina zavira tudi kombinacijo kisika in bakra, s čimer zavira tvorbo oksidnih delcev na bakrenem vmesniku in prepreči nastanek razpok. Poleg tega je v postopku varjenja lok nagnjen na bakreno stran, da se zagotovi, da se jeklena stran ne stopi in nastane fuzijski in trta spoj, da se prepreči pretirano prodiranje staljenega bakra na jekleno stran in nastanek penetracijsko razpoko, da bi zmanjšali visokotemperaturni akcijski čas toplotno prizadetega območja in izboljšali plastičnost in žilavost varjenega spoja.
