Varjenje obložene plošče iz nerjavečega jekla-ogljika
Obložena plošča se proizvaja z vezanjem dveh ali več kovin skupaj v eno jekleno pločevino ali ploščo. Obložene plošče iz nerjavečega jekla in ogljikovega jekla so združile material iz nerjavečega jekla in ogljikovega jekla s postopkom eksplozije in valjanja, zaradi česar je kovinska plošča bolj odporna proti koroziji, abrazivni in visoki temperaturni in tlačni odpornosti. Toda varilec se bo soočil z novo težavo, ki je varjenje, vsi vedo, da bosta dva različna varjenja materiala bolj zapletena in težka.
Na splošno velja, zaporedje varjenja nerjavečega jekla oblogo jeklene plošče je na splošno naslednji: najprej zvarite notranjost osnovne plasti, nato po odstranitvi korenin na hrbtni strani zvarite zunanjost osnovne plasti in na koncu prevarite prehodno plast in plast obloge (diagram žlebov). Za varjenje vzdolžnega obroča zvara valja majhnega premera (premer pod 500) se izbere zunanji utor. Zato se danes naučimo postopka varjenja tlačne posode, izdelane iz obložne plošče iz nerjavečega jekla majhnega premera.
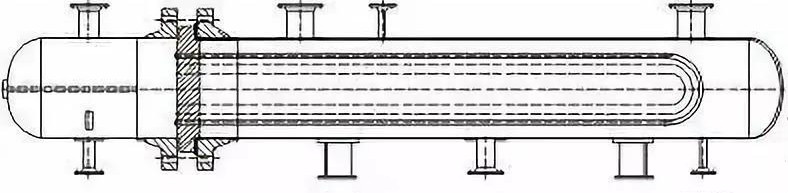
Regenerator na dnu stolpca z vodikovim sulfidom (ali U-cevni izmenjevalec toplote). Posoda, ki vsebuje amoniak, je posoda izdelana iz jeklene plošče, obložene iz nerjavečega jekla Q245R + S31603, konstrukcijski tlak 1.18 MPa, konstrukcijska temperatura 189 ℃, premer 600 mm.
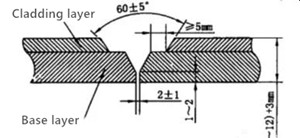
Groove design
Zaradi majhnega premera telesa lupine je mogoče variti le od zunaj, zato je sprejet zunanji utor - enostranski način varjenja. Ta utor sprejme GTAW + SMAW varjenje na zunanji strani cevi, zaporedje varjenja pa je naslednje: varjenje s prevleko, varjenje s prehodom in osnovno varjenje. Za razliko od prejšnjega varilnega zaporedja to varilno zaporedje prinaša izbiro varilnih materialov.
Varilni material
Glede na učinek redčenja osnovnega materiala je treba izbrati varilni material z večjo vsebnostjo krom-niklja. Varilni material osnovnega sloja je običajno nerjavno jeklo, pokrovni sloj je običajno ER316L (H03Cr19Ni12Mo2Si) varilna žica, nato pa varilna elektroda A042 (e309mol-16) uporablja za varjenje prehodnega sloja in osnovne plasti.
Varilni test
| Proces | Sloj št | Material | Velikost (mm) | elektroda | Električna energija (A) | Ločna napetost (V) | Hitrost (cm / min) | Vhod toplote (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| ROV | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| ROV | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
Po prenosu NDT so bili vzorci testirani na mehanske lastnosti in intergranularno korozijo. Iz rezultatov preskusov je razvidno, da natezna trdnost, upogibna zmogljivost, udarna zmogljivost in intergranularna korozija varjenega spoja izpolnjujejo standardne zahteve, kar dokazuje postopek varjenja in varilnega materiala w.
Poskus kaže, da je ploščo iz nerjavečega jekla mogoče variti v tem vrstnem redu: plaščni zvar - varilni prehodni zvar - osnovni zvar. Po varjenju prekrivnega šiva mora biti varilni material podlage iz nerjavečega jekla. Sprejetje postopka GTAW + SMAW za varjenje obloge iz nerjavečega jekla s sodom majhnega premera na zunanji strani s pravilnim varilnim materialom, ki lahko v celoti ustreza standardnim zahtevam.

