การเชื่อมแผ่นหุ้มเหล็กกล้าไร้สนิมเหล็กกล้าคาร์บอน
แผ่นเกราะที่ผลิตโดยการผูกสองคนหรือมากกว่าโลหะเข้าด้วยกันเป็นแผ่นเหล็กหรือแผ่นเดียว แผ่นสแตนเลสสตีล - เหล็กกล้าคาร์บอนรวมวัสดุสแตนเลสและเหล็กกล้าคาร์บอนผ่านกระบวนการระเบิดและกลิ้งซึ่งทำให้แผ่นโลหะทนต่อการกัดกร่อนทนต่อการขัดถูและทนต่ออุณหภูมิและแรงดันสูง แต่ช่างเชื่อมจะต้องเผชิญกับปัญหาใหม่นั่นคือการเชื่อมทุกคนรู้ว่าการเชื่อมวัสดุที่แตกต่างกันทั้งสองจะซับซ้อนและยากขึ้น
โดยทั่วไปแล้วลำดับการเชื่อมของสแตนเลส แผ่นเหล็กหุ้ม โดยทั่วไปจะเป็นดังนี้: ขั้นแรกเชื่อมด้านในของชั้นฐานจากนั้นเชื่อมด้านนอกของชั้นฐานหลังจากถอนรากที่ด้านหลังและในที่สุดก็เชื่อมชั้นการเปลี่ยนแปลงและชั้นหุ้ม (แผนภาพร่อง) อย่างไรก็ตามสำหรับการเชื่อมรอยเชื่อมเส้นรอบวงตามยาวของกระบอกสูบขนาดเส้นผ่านศูนย์กลางเล็ก (เส้นผ่านศูนย์กลางต่ำกว่า 500) ให้เลือกร่องด้านนอก ดังนั้นวันนี้เรามาเรียนรู้กระบวนการเชื่อมของภาชนะรับความดันที่ทำจากแผ่นหุ้มสแตนเลสขนาดเส้นผ่านศูนย์กลางเล็ก
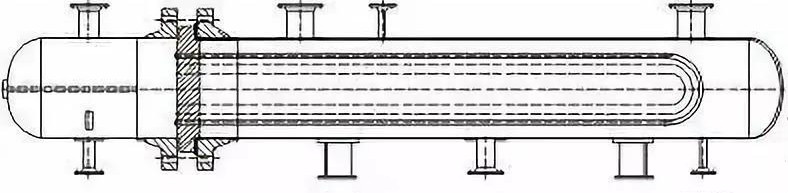
หอเติมไฮโดรเจนซัลไฟด์ (หรือท่อแลกเปลี่ยนความร้อน U-tube) แอมโมเนียที่มีขนาดกลางบรรจุทำจาก Q245R + S31603 แผ่นเหล็กสแตนเลสหุ้มแรงดันการออกแบบของ 1.18 MPa อุณหภูมิการออกแบบของ 189 ℃Φ 600 มม. เส้นผ่าศูนย์กลาง
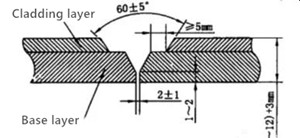
การออกแบบร่อง
เนื่องจากตัวเปลือกมีเส้นผ่านศูนย์กลางเล็กจึงสามารถเชื่อมได้จากภายนอกเท่านั้นจึงใช้ร่องด้านนอก - ประเภทการเชื่อมด้านเดียว ร่องนี้ใช้การเชื่อม GTAW + SMAW ที่ด้านนอกของกระบอกสูบและลำดับการเชื่อมจะเป็นดังนี้: การเชื่อมแบบหุ้มการเชื่อมการเปลี่ยนและการเชื่อมฐาน ลำดับการเชื่อมที่แตกต่างจากลำดับการเชื่อมก่อนหน้านี้นำมาซึ่งการเลือกใช้วัสดุเชื่อม
วัสดุเชื่อม
เมื่อพิจารณาถึงผลกระทบการเจือจางของวัสดุฐานควรเลือกวัสดุเชื่อมที่มีปริมาณโครเมียมนิกเกิลสูงกว่า วัสดุเชื่อมของชั้นฐานเป็นสแตนเลสทั่วไปชั้นที่ครอบคลุมโดยทั่วไปคือ ER316L (H03Cr19Ni12MUM2Mo042Si) ลวดเชื่อมจากนั้นลวดเชื่อม A309 (e16mol-XNUMX) จะถูกใช้เพื่อเชื่อมชั้นการเปลี่ยนแปลงและชั้นฐาน
การทดสอบการเชื่อม
| กระบวนการ | เลเยอร์ไม่ | วัสดุ | ขนาด (มิลลิเมตร) | ขั้วไฟฟ้า | ไฟฟ้า (A) | แรงดันไฟฟ้าส่วนโค้ง (V) | อินเทอร์เน็ตความเร็วสูง (ซม. / นาที) | ใส่ความร้อน (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
หลังจากผ่าน NDT กลุ่มตัวอย่างจะถูกทดสอบคุณสมบัติทางกลและการกัดกร่อนตามขอบเกรน ดังจะเห็นได้จากผลการทดสอบว่าค่าความต้านทานแรงดึง, แรงดัดงอ, สมรรถนะการกระแทกและการกัดกร่อนตามขอบเกรนของข้อต่อเชื่อมนั้นตรงตามข้อกำหนดมาตรฐานซึ่งพิสูจน์ได้ว่ากระบวนการเชื่อมและวัสดุเชื่อมนั้น
การทดลองแสดงให้เห็นว่าสามารถเชื่อมแผ่นเหล็กหุ้มสแตนเลสได้ตามลำดับดังนี้: การเชื่อมแบบหุ้ม - การเชื่อมการเปลี่ยนการเชื่อม - การเชื่อมฐาน หลังจากเชื่อมตะเข็บที่ซ้อนทับแล้ววัสดุเชื่อมของฐานควรเป็นสแตนเลส ใช้กระบวนการ GTAW + SMAW เพื่อเชื่อมแผ่นหุ้มสแตนเลสของกระบอกสูบขนาดเส้นผ่านศูนย์กลางเล็กที่ด้านนอกด้วยวัสดุเชื่อมที่ถูกต้องซึ่งสามารถตอบสนองความต้องการมาตรฐานได้อย่างสมบูรณ์

