Voiko kupari ja teräs hitsata yhteen?
Kuten kaikki tiedämme, kupari ja teräs (rauta) ovat kaksi eri metallia. Kuparin lämmönjohtavuus on 7-11 kertaa suurempi kuin tavallisella hiiliteräksellä, ja sulamislämpötilaa on vaikea saavuttaa. Kun kupari sulatetaan, sen pintajännitys on 1/3 pienempi kuin raudan ja sen juoksevuus on 1 - 1.5 kertaa suurempi kuin raudan. Rauta ja kupari liukenevat loputtomasti nestemäisessä tilassa ja rajalliset kiinteässä tilassa eivätkä muodosta metalliyhdisteitä. Raudan ja kuparin kiinteälle liuokselle raudan liukoisuus kupariin lämpötilassa 650 ℃ on vain 0.2% ja kuparin lämpötilassa 1094 ℃ on vain 4%. Lisäksi kuparin lineaarinen laajenemiskerroin on noin 40% suurempi kuin raudan. Rauta-kuparilejeeringin kiteytymislämpötila-alue on noin 300 - 400 ℃, ja se on myös helppo muodostaa (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) ja toinen matalassa lämpötilassa sulava eutektiikka. Nestemäisellä kuparilla tai kupariseoksella on voimakas läpäisevyys teräksen raerajaan lähellä halkeamavyöhykettä. Kuparin ominaisuudet määräävät, että teräksen ja kuparin hitsaus on usein vaikeaa.
- Hitsauslämpöhalkeama.
- Rakeiden välinen tunkeutumis- ja tunkeutumishalkeama.
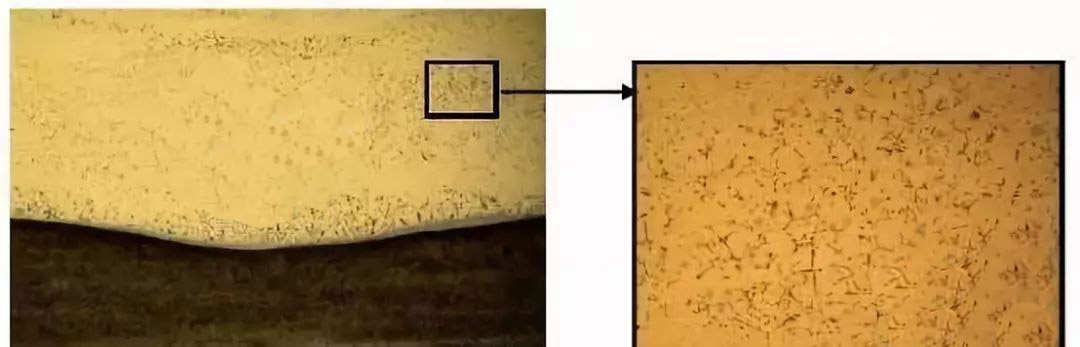
Tämä tapahtuu yleensä teräksen sivumatriisin lähes hitsatulla vyöhykkeellä. Tiedot osoittavat, että Mn: n, Ti: n, V: n ja muiden alkuaineiden lisääminen Ni, Al ja Si: tä sisältävään kupariseokseen tai hitsaussaumaan voi tehokkaasti vähentää tunkeutumishalkeilun taipumusta. Esimerkiksi kun Ni-pitoisuus on suurempi kuin 16% (massaosuus), ei tunkeutumishalkeamia esiinny, kun taas pronssia sisältävän tinan tunkeutuminen tapahtuu vakavasti. Lisäksi teräksen mikrorakenne vaikuttaa, kuten nestemäinen kupari voi tunkeutua austeniittiin, mutta ei ferriittiin, joten yksivaiheinen austeniittinen teräs on altis osmoottisille halkeamille, mutta ei austeniittinen - ferriittinen kaksivaiheinen teräs.
- Hitsaus on pilvistä
 Yleisesti uskotaan, että hitsien ylikuumeneminen johtuu hitsien suuresta Fe-pitoisuudesta. Kun äärettömän liuoksen nestemäinen metalli jähmettyy korkeasta lämpötilasta kiinteään, Fe: n liukoisuus laskee huomattavasti, muodostuen hitsissä sameaksi, mikä vaikuttaa hitsaussaumojen suorituskykyyn.
Yleisesti uskotaan, että hitsien ylikuumeneminen johtuu hitsien suuresta Fe-pitoisuudesta. Kun äärettömän liuoksen nestemäinen metalli jähmettyy korkeasta lämpötilasta kiinteään, Fe: n liukoisuus laskee huomattavasti, muodostuen hitsissä sameaksi, mikä vaikuttaa hitsaussaumojen suorituskykyyn.
Mutta koska teräksellä ja kuparilla on samanlaisia hilatyyppejä, hilavakioita ja atomisäteitä korkeissa lämpötiloissa, erityiset hitsaustekniikat antavat niille mahdollisuuden hitsata yhteen. Yleisesti uskotaan, että kun Fe on 0.2% - 1.1% hitsissä, hitsausrakenne on suuri a-faasi, jolla on huono halkeamiskestävyys. Rautapitoisuuden lisääntyessä hitsaus oli α + ε kaksifaasinen rakenne, jolla oli paras halkeamiskestävyys, varsinkin kun Fe-massaosuus oli 10-43%. Tiedätkö kuinka hitsata ruostumatonta terästä ja kuparia?
Manuaalinen kaarihitsaus, argonkaarihitsaus ja kaasusuojattu hitsaus voivat hitsata terästä ja kuparia sekä niiden seoksia. Siirtymäkerroksen kerrostamiseksi on suositeltavaa käyttää puhdasta nikkeliä tai kuparia sisältävää nikkelipohjaista seosta, koska nikkelipohjaisten hitsien vahva halkeamiskestävyys on hyvä. Nikkelielementti voi vähentää tai eliminoida suuresti kuparin ja kuparilejeeringin läpäisevän teräksen, mikä on hyödyllistä läpäisevän halkeaman poistamiseksi lämpövaikutusalueella. Tässä kokeessa puhdasta kuparia 300 mm × 150 mm × 5 mm C11700 kuparilevy ja teräs A 106 otettiin esimerkkeinä. Siirtymäkerroksen pinnan jälkeen silikomangaanista pronssilankaa 201 ja lankaa 202 voitiin käyttää täytemetallimateriaaleina sulatusaltaan hapettumisen vahvistamiseksi.
Vaihe 1. Kupari- ja teräsmetallien pinnalla olevat hapetuskalvo ja öljy tahrat puhdistettiin ja kiillotettiin, ja sitten kuparipuolen ura prosessoitiin 40 °: n sivulle ja pinnan karheus Ra oli 0.8 - 1.0 m .
Vaihe 2. Kupari- ja teräsmetallipohjamateriaalit kuumennetaan laatikkouunissa. Lämmityslämpötila oli 400 ℃ ~ 500 ℃ ja pidettiin 30 - ~ 45 minuuttia.
Vaihe 3. Kuparilevy ja hiiliteräslevyn pohjamateriaali täytetään S201-punaisella kuparilangalla volframi-argonkaarihitsauksella (TIG) ja kiinnitetään pistehitsauksella. Sitten kuparilevy yhdistetään sulamalla ja juottamalla, ja kaari siirretään pohjamateriaaliin kuparin puolella (kaaripoikkeama on 10 ° - 25 °). Parametrit: virta 140A ~ 160A, jännite 8V ~ 10V, suojakaasu He ~ Ar sekoitettu kaasu, kaasun virtausnopeus 15L / min; He: n ja Ar: n tilavuussuhde He ~ Ar-seoksessa on 8: 2.
Vaihe 4. Puhdista hitsatut liitokset lankaharjalla, kunnes se on metallisesti kiiltävä ja hitsaus on valmis.
Tämä kuparin ja teräksen hitsausmenetelmä ottaa käyttöön He ~ Ar: n korkean energian suojaavan kaasun linjaenergian keskittämiseksi, mikä voi lyhentää korkean lämpötilan viipymisaikaa sulatusaltaassa ja estää substraatin liiallisen sulamisen, jolloin kupari ja teräs sekoittuvat täysin , levitä ja lisää kuparipitoisuutta rajapinnalla, mikä johtaa teräksen pinnan jatkuvaan tunkeutumiseen ja matalassa lämpötilassa sulavien eutektisten lämpöhalkeamien muodostumiseen.
Samanaikaisesti korkean energian suojaavan kaasun He ~ Ar -seos voi myös estää hapen ja kuparin yhdistelmää, estäen siten oksidihiukkasten muodostumisen kuparin rajapinnalla ja estävän halkeamien muodostumisen. Lisäksi hitsausprosessissa kaari on kallistettu kuparipuolelle sen varmistamiseksi, että teräspuoli ei ole sulanut ja sula- ja juotosliitokset muodostetaan, jotta vältetään sulan kuparin liiallinen tunkeutuminen teräspuolelle ja tunkeumahalkeama, jotta voidaan vähentää lämpövaikutteisen alueen korkean lämpötilan vaikutusaikaa ja parantaa hitsatun liitoksen plastisuutta ja sitkeyttä.
