Czy miedź i stal mogą być spawane razem?
Jak wszyscy wiemy, miedź i stal (żelazo) to dwa różne metale. Przewodność cieplna miedzi jest 7–11 razy większa niż zwykłej stali węglowej i trudno jest osiągnąć temperaturę topnienia. Po stopieniu miedzi napięcie powierzchniowe jest o 1/3 mniejsze niż w przypadku żelaza, a jego płynność jest 1-1.5 razy większa niż w przypadku żelaza. Żelazo i miedź są nieskończenie rozpuszczalne w stanie ciekłym, a skończone w stanie stałym i nie tworzą związków międzymetalicznych. W przypadku stałego roztworu żelaza i miedzi rozpuszczalność żelaza w miedzi w 650 ℃ wynosi tylko 0.2%, a rozpuszczalność miedzi w 1094 ℃ wynosi tylko 4%. Ponadto współczynnik rozszerzalności liniowej miedzi jest o około 40% większy niż żelaza. Zakres temperatur krystalizacji stopu żelazo-miedź wynosi około 300-400 ℃, a także jest łatwy do formowania (Cu + Cu2O), (Fe + FeS), (Ni + Ni3S2) i innej niskotopliwej eutektyki. Ciekła miedź lub stop miedzi ma silną przepuszczalność do granicy ziarna stali w pobliżu strefy pękania. Cechy miedzi determinują, że spawanie stali i miedzi jest często trudne.
- Pęknięcie cieplne podczas spawania.
- Penetracja międzykrystaliczna i pękanie penetracyjne.
Zwykle ma to miejsce w strefie bliskiej spoiny bocznej matrycy stali. Dane pokazują, że dodatek Mn, Ti, V i innych pierwiastków do stopu miedzi lub szwu spawalniczego zawierającego Ni, Al i Si może skutecznie zmniejszyć tendencję do pękania penetracyjnego. Na przykład, gdy zawartość Ni jest wyższa niż 16% (ułamek masowy), nie wystąpi pęknięcie penetracyjne, podczas gdy poważna penetracja wystąpi w cynie zawierającej brąz. Ponadto mikrostruktura stali również ma wpływ, na przykład ciekła miedź może przenikać do austenitu, ale nie ferrytu, więc jednofazowa stal austenityczna jest podatna na pęknięcia osmotyczne, ale nie w przypadku stali dwufazowej austenityczno-ferrytowej.
- Spoina jest zachmurzona
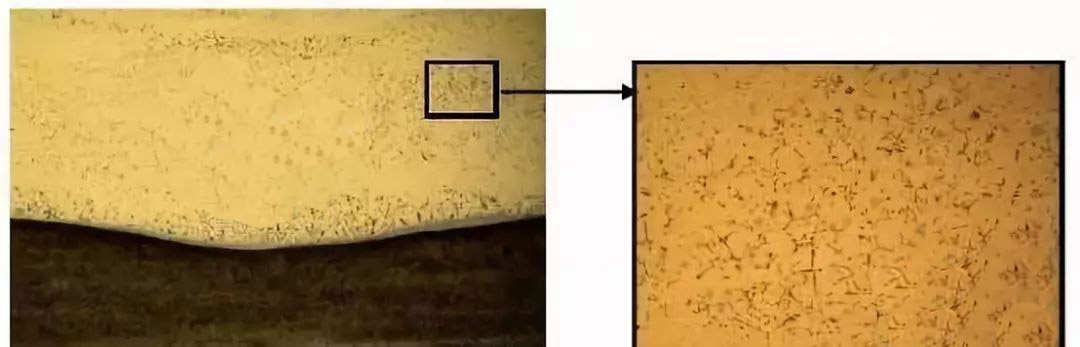 Powszechnie uważa się, że zachmurzenie w spoinach jest spowodowane wysoką zawartością Fe w spoinach. Kiedy ciekły metal nieskończonego roztworu zestala się z wysokiej temperatury w ciało stałe, rozpuszczalność Fe znacznie spada, tworząc zachmurzone spoiny, co wpłynie na wydajność szwów spawalniczych.
Powszechnie uważa się, że zachmurzenie w spoinach jest spowodowane wysoką zawartością Fe w spoinach. Kiedy ciekły metal nieskończonego roztworu zestala się z wysokiej temperatury w ciało stałe, rozpuszczalność Fe znacznie spada, tworząc zachmurzone spoiny, co wpłynie na wydajność szwów spawalniczych.
Ponieważ jednak stal i miedź mają podobne typy sieci, stałe sieci i promienie atomowe w wysokich temperaturach, specjalne techniki spawania umożliwiają ich zespawanie. Ogólnie uważa się, że gdy Fe wynosi 0.2% -1.1% w spoinie, struktura spoiny ma dużą fazę α, o słabej odporności na pękanie. Wraz ze wzrostem zawartości żelaza spoina była dwufazową strukturą α + ε o najlepszej odporności na pękanie, szczególnie gdy udział masy Fe wynosił 10% -43%. Czy wiesz jak spawać stal nierdzewną i miedź?
Ręczne spawanie łukowe, spawanie argonem i spawanie w osłonie gazu mogą spawać stal i miedź oraz ich stopy. Zaleca się stosowanie czystego niklu lub stopu na bazie niklu zawierającego miedź do osadzenia warstwy przejściowej ze względu na wysoką odporność na pękanie spoin na bazie niklu. Element niklowy może znacznie zmniejszyć lub wyeliminować przepuszczalną stal miedzianą i stopową miedzi, co jest pomocne w wyeliminowaniu przepuszczalnej pęknięcia w strefie wpływu ciepła. W tym eksperymencie czysta miedź 300 mm × 150 mm × 5 mm C11700 płyta miedziana i stal A 106 przyjęto jako przykłady. Po nałożeniu warstwy przejściowej, drut 201 z brązu krzemowo-manganowego i drut 202 mogą być użyte jako wypełniające materiały metalowe w celu wzmocnienia odtleniania jeziorka topliwego.
Krok 1. Warstwa oksydacyjna i plamy oleju na powierzchni miedzi i metalu nieszlachetnego zostały oczyszczone i wypolerowane, a następnie miedziany boczny rowek został przetworzony na stronę 40 °, a chropowatość powierzchni Ra wynosiła 0.8 m ~ 1.0 m .
Krok 2. Materiały bazowe z miedzi i stali metalowej ogrzewa się w piecu skrzynkowym. Temperatura ogrzewania wynosiła 400 ° C ~ 500 ° C i była utrzymywana przez 30 minut ~ 45 minut.
Krok 3. Miedziana płyta i materiał podstawy ze stali węglowej są wypełniane czerwonym drutem miedzianym S201 za pomocą spawania łukiem wolframowo-argonowym (TIG) i mocowane za pomocą zgrzewania punktowego. Następnie miedzianą płytkę łączy się przez stopienie i lutowanie, a łuk przesuwa się na materiał podstawowy po stronie miedzi (odchylenie łuku wynosi 10 ° ~ 25 °). Parametry: prąd 140A ~ 160A, napięcie 8V ~ 10V, gaz ochronny He ~ Ar gaz mieszany, natężenie przepływu gazu 15L / min; Stosunek objętościowy He i Ar w mieszaninie He ~ Ar wynosi 8: 2.
Krok 4. Oczyść spawane połączenia szczotką drucianą, aż uzyska metaliczny połysk i spawanie zostanie zakończone.
W tej metodzie spawania miedzi i stali stosuje się wysokoenergetyczny gaz ochronny He ~ Ar w celu skoncentrowania energii linii, co może skrócić czas przebywania wysokiej temperatury w basenie topiącym się i zapobiec nadmiernemu stopieniu się podłoża w celu całkowitego zmieszania miedzi i stali , rozprzestrzeniają się i zwiększają zawartość miedzi na styku, co powoduje ciągłą infiltrację strony stali i powstawanie niskotopliwych pęknięć cieplnych eutektycznych.
Jednocześnie mieszanina wysokoenergetycznego gazu ochronnego He ~ Ar może również hamować połączenie tlenu i miedzi, hamując w ten sposób tworzenie cząstek tlenku na granicy faz miedzi i zapobiegając tworzeniu się pęknięć. Ponadto w procesie spawania łuk jest nachylony w stronę miedzi, aby zapewnić, że strona stali nie stopi się, a złącze stopione i lutowane powstają, aby uniknąć nadmiernego wnikania stopionej miedzi w stronę stali i tworzenia się pęknięcie penetracyjne, aby skrócić czas działania w wysokiej temperaturze strefy wpływu ciepła i poprawić plastyczność i wytrzymałość złącza spawanego.
