Svařování plechu z nerezové oceli a uhlíkové oceli
Plátová deska je vyrobena spojením dvou nebo více kovů dohromady do jednoho ocelového plechu nebo desky. Desky z ušlechtilé oceli a uhlíkové oceli kombinovaly materiál z nerezové oceli a uhlíkové oceli prostřednictvím procesu výbuchu a válcování, díky čemuž je kovová deska odolnější vůči korozi, otěruvzdornosti a vysoké teplotě a tlaku. Svářeč však bude čelit novému problému, kterým je svařování. Každý ví, že svařování dvou různých materiálů bude složitější a obtížnější.
Obecně řečeno, svařovací sekvence z nerezové oceli opláštění ocelové desky je obecně následující: nejprve přivařte vnitřek základní vrstvy, potom po odstranění kořene na zadní straně přivařte vnější část základní vrstvy a nakonec přivařte přechodovou vrstvu a obkladovou vrstvu (schéma drážky). Pro svařování podélného obvodu svaru válce s malým průměrem (průměr pod 500) je však třeba zvolit vnější drážku. Proto se dnes naučíme svařovací proces tlakové nádoby vyrobený z obkladové desky z nerezové oceli malého průměru.
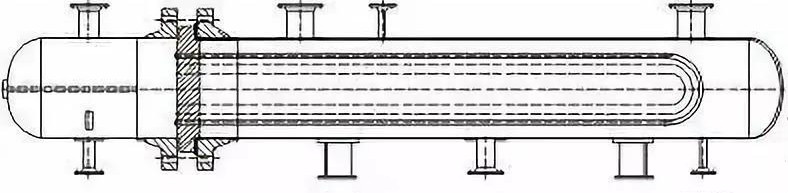
Spařovač dna sírnikového sirníku (nebo výměník tepla ve tvaru U). Médium obsahující čpavek, kontejner je vyroben z nerezové oceli Q245R + S31603 z nerezové ocelové desky, konstrukčního tlaku 1.18 MPa, konstrukční teploty 189 ℃, Φ 600 mm v průměru.
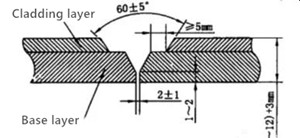
Návrh drážky
Vzhledem k malému průměru tělesa pláště může být svařováno pouze zvenčí, takže je použit vnější typ drážky - jednostranný svařování. Tato drážka přijímá svařování GTAW + SMAW na vnější straně hlavně a posloupnost svařování je následující: svařování pláštěm, svařování přechodem a svařování základny. Na rozdíl od předchozí svařovací sekvence tato svařovací sekvence přináší výběr svařovacích materiálů.
Svařovací materiál
S ohledem na ředicí účinek základního materiálu by měl být vybrán svařovací materiál s vyšším obsahem chrom-nikl. Svařovacím materiálem základní vrstvy je obecně nerezová ocel, krycí vrstva je obvykle svařovací drát ER316L (H03Cr19Ni12Mo2Si) a poté se pro svařování přechodové vrstvy a základní vrstvy použije svařovací elektroda A042 (e309mol-16).
Svařovací zkouška
| Proces | Vrstva č | Materiál | Velikost (mm) | Elektroda | Elektřina (A) | Napětí oblouku (V) | Rychlost (cm / min) | Tepelný příkon (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
Po absolvování NDT byly vzorky testovány na mechanické vlastnosti a intergranulární korozi. Z výsledků zkoušek je patrné, že pevnost v tahu, ohybový výkon, rázová houževnatost a intergranulární koroze svařovaného spoje splňují standardní požadavky, což dokazuje proces svařování a svařovací materiál w.
Experiment ukazuje, že plátovaná deska z nerezové oceli může být svařena v tomto pořadí: opláštění svar - svařovací přechodový svar - svar základny. Po svařování překryvného švu by měl být svařovacím materiálem základny nerezová ocel. Přijetí procesu GTAW + SMAW ke svařování nerezové obkladové desky s malým průměrem válce na vnější straně se správným svařovacím materiálem, který může zcela splňovat standardní požadavky.

