Ruostumattomasta teräksestä valmistetun hiili-teräslevyn hitsaus
Päällystetty levy valmistetaan sitomalla kaksi tai useampia metalleja yhteen teräslevyyn tai -levyyn. Ruostumattomasta teräksestä valmistetut hiiliteräslevylevyt yhdistivät ruostumattoman teräksen ja hiiliteräksen materiaalin räjähdys- ja valssausprosessin avulla, mikä tekee metallilevystä korroosionkestävämmän, hankaavamman ja korkean lämpötilan ja paineen kestävän. Hitsaaja kohtaa kuitenkin uuden ongelman, joka on hitsaus. Kaikki tietävät, että kaksi erilaista hitsausta on monimutkaisempaa ja vaikeampaa.
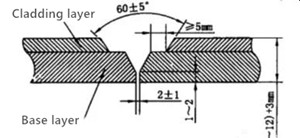
Yleisesti ottaen ruostumattoman teräksen hitsausjärjestys verhousteräslevy on yleensä seuraava: hitsataan ensin pohjakerroksen sisäpuoli, sitten hitsataan pohjakerroksen ulkopinta juuren poistamisen jälkeen takana ja lopuksi hitsataan siirtymäkerros ja verhokerros (urakaavio). Pienen halkaisijan (halkaisija alle 500) sylinterin pitkittäissuuntaisen hitsin hitsaamiseksi on kuitenkin valittava ulompi ura. Siksi oppitaan tänään paineastian hitsausprosessi, joka on valmistettu pienikokoisesta ruostumattomasta teräksestä valmistetusta verhouslevystä.
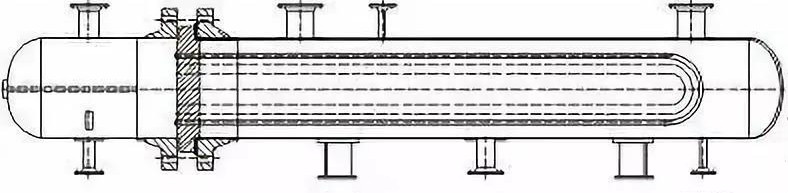
Rikkisulfiditornin pohjakattila (tai U-putken lämmönvaihdin). Elatusaine, joka sisältää ammoniakkia, säiliö on tehty Q245R + S31603 ruostumattomasta teräksestä verhotusta teräslevystä, 1.18 MPa: n suunnittelupaide, 189: n suunnittelulämpötila ℃, Φ 600 mm halkaisijaltaan.
Uran suunnittelu
Kuoren rungon pienen halkaisijan vuoksi se voidaan hitsata vain ulkopuolelta, joten ulompi ura - yksipuolinen hitsaustyyppi hyväksytään. Tämä ura hyväksyy GTAW + SMAW -hitsauksen tynnyrin ulkopuolelle, ja hitsausjärjestys on seuraava: verhohitsaus, siirtymähitsaus ja pohjahitsaus. Erilainen kuin edellinen hitsausjärjestys, tämä hitsausjärjestys saa aikaan hitsausmateriaalien valinnan.
Hitsausmateriaali
Perusmateriaalin laimennusvaikutus huomioon ottaen tulisi valita hitsausmateriaali, jolla on korkeampi kromi-nikkelipitoisuus. Pohjakerroksen hitsausmateriaali on yleensä ruostumatonta terästä, päällystekerros on yleensä ER316L (H03Cr19Ni12Mo2Si) hitsauslankaa ja sitten hitsauselektrodia A042 (e309mol-16) käytetään hitsaamaan siirtymäkerros ja pohjakerros.
Hitsaustesti
| Käsitellä asiaa | Kerros nro | Materiaali | Koko (mm) | Elektrodi | Sähkö (A) | Kaarijännite (V) | Nopeus (cm / min) | Lämmönkulutus (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
NDT: n läpäisemisen jälkeen näytteet testattiin mekaanisten ominaisuuksien ja rakeiden välisen korroosion suhteen. Testituloksista voidaan nähdä, että hitsatun liitoksen vetolujuus, taivutuskyky, iskunkestävyys ja rakeiden välinen korroosio täyttävät vakiovaatimukset, mikä todistaa hitsausprosessin ja hitsausmateriaalin w.
Koe osoittaa, että päällystetty ruostumattomasta teräksestä valmistettu levy voidaan hitsata tässä järjestyksessä: verhohitsaus - hitsaus siirtymähitsaus - pohjahitsaus. Hitsauksen jälkeen päällekkäisen sauman pohjan hitsausmateriaalin tulee olla ruostumatonta terästä. Hyväksymällä GTAW + SMAW -prosessi hitsata ruostumattomasta teräksestä valmistettu pienikokoinen tynnyrilevy ulkopinnalle oikealla hitsausmateriaalilla, joka voi täysin täyttää standardivaatimukset.

