Saldatura di piastre rivestite in acciaio inossidabile-acciaio al carbonio
La piastra rivestita è prodotta legando due o più metalli insieme in una singola lamiera o piastra d'acciaio. Le piastre rivestite in acciaio inossidabile e acciaio al carbonio combinano l'acciaio inossidabile e il materiale in acciaio al carbonio attraverso il processo di esplosione e laminazione, che rendono la piastra metallica più resistente alla corrosione, alla resistenza all'abrasione e alle alte temperature e alla pressione. Ma il saldatore dovrà affrontare il nuovo problema che è la saldatura, tutti sanno che le due diverse saldature dei materiali saranno più complesse e difficili.
In generale, la sequenza di saldatura dell'acciaio inossidabile piastra di rivestimento in acciaio è generalmente il seguente: prima saldare l'interno dello strato di base, quindi saldare l'esterno dello strato di base dopo la rimozione delle radici sul retro e infine saldare lo strato di transizione e lo strato di rivestimento (diagramma della scanalatura). Tuttavia, per la saldatura della circonferenza longitudinale del cilindro di piccolo diametro (diametro inferiore a 500), deve essere selezionata la scanalatura esterna. Apprendiamo quindi oggi il processo di saldatura di un recipiente a pressione costituito da lamiera di rivestimento in acciaio inossidabile di piccolo diametro.
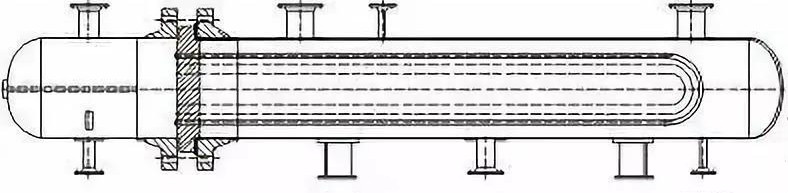
Reboiler inferiore della torre del solfuro di idrogeno (o scambiatore di calore del tubo a U). Il mezzo contenente ammoniaca, il contenitore è realizzato in Q245R + piastra in acciaio rivestito in acciaio inossidabile S31603, la pressione di progetto di 1.18 MPa, la temperatura di progetto di 189 ℃, Φ 600 mm di diametro.
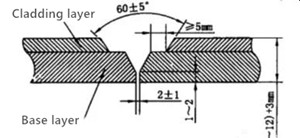
Groove design
A causa del diametro ridotto del corpo del guscio, può essere saldato solo dall'esterno, quindi viene adottato il tipo di saldatura a lato singolo della scanalatura esterna. Questa scanalatura adotta la saldatura GTAW + SMAW sull'esterno della canna e la sequenza di saldatura è la seguente: saldatura del rivestimento, saldatura di transizione e saldatura di base. Diversamente dalla sequenza di saldatura precedente, questa sequenza di saldatura determina la selezione dei materiali di saldatura.
Materiale di saldatura
Considerando l'effetto di diluizione del materiale di base, è necessario selezionare il materiale di saldatura con un contenuto di cromo-nichel più elevato. Il materiale di saldatura dello strato di base è generalmente acciaio inossidabile, lo strato di copertura è generalmente ER316L (H03Cr19Ni12Mo2Si) filo di saldatura, quindi l'elettrodo di saldatura A042 (e309mol-16) viene utilizzato per saldare lo strato di transizione e lo strato di base.
Test di saldatura
| Processo | Strato n | Materiali | Dimensioni (mm) | Elettrodo | Elettricità (A) | Tensione dell'arco (V) | Velocità (cm / min) | Apporto termico (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | che inversa | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Dopo aver superato l'NDT, i campioni sono stati testati per le proprietà meccaniche e la corrosione intergranulare. Dai risultati del test si può vedere che la resistenza alla trazione, le prestazioni di flessione, le prestazioni di impatto e la corrosione intergranulare del giunto saldato soddisfano i requisiti standard, il che dimostra il processo di saldatura e il materiale di saldatura w.
L'esperimento mostra che la piastra placcata in acciaio inossidabile può essere saldata in questo ordine: saldatura del rivestimento - saldatura di transizione della saldatura - saldatura della base. Dopo aver saldato il cordone di sovrapposizione, il materiale di saldatura della base deve essere acciaio inossidabile. Adottando il processo di GTAW + SMAW per saldare la piastra di rivestimento in acciaio inossidabile del barilotto di piccolo diametro sul lato esterno con il materiale di saldatura corretto, che può soddisfare completamente i requisiti standard.

