스테인레스 스틸-탄소강 클래드 플레이트의 용접
클래드 플레이트는 둘 이상의 금속을 단일 강판 또는 플레이트에 결합시켜 제조된다. 스테인레스 스틸-탄소강 클래드 플레이트는 폭발 및 압연 공정을 통해 스테인레스 스틸과 탄소강 재료를 결합하여 금속 플레이트를 내식성, 내마모성 및 고온 및 내압성으로 만듭니다. 그러나 용접기는 용접이라는 새로운 문제에 직면하게 될 것입니다. 모두가 서로 다른 두 가지 재료 용접이 더 복잡하고 어려울 것이라는 것을 알고 있습니다.
일반적으로, 스테인레스 스틸의 용접 순서 클래딩 강판 일반적으로 다음과 같습니다. 먼저베이스 레이어 내부를 용접 한 다음 뒷면의 루트 제거 후베이스 레이어 외부를 용접하고 마지막으로 트랜지션 레이어와 클래딩 레이어를 용접합니다 (홈 다이어그램). 다만, 소경 원통 (직경 500 이하)의 종 둘레 용접의 용접은 외부 홈을 선정하여야한다. 따라서 오늘은 작은 직경의 스테인리스 클래딩 플레이트로 만든 압력 용기의 용접 과정을 배우겠습니다.
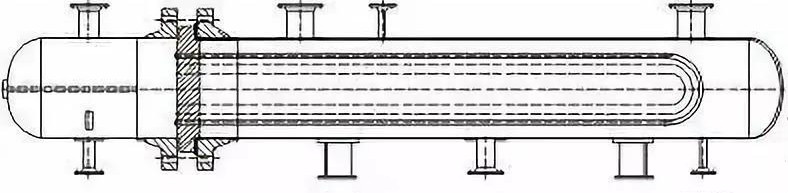
황화수소 탑 바닥 리 보일러 (또는 U- 튜브 열 교환기). 암모니아를 함유 한 매질, 용기는 Q245R + S31603 스테인레스 스틸 클래드 강판, 1.18 MPa의 설계 압력, 189 ℃의 설계 온도, 직경 Φ 600 mm로 제조된다.
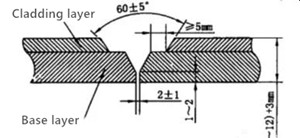
그루브 디자인
쉘 몸체의 직경이 작기 때문에 외부에서만 용접이 가능하므로 외부 홈-편면 용접 유형을 채택합니다. 이 홈은 배럴 외부에 GTAW + SMAW 용접을 채택하고 용접 순서는 다음과 같습니다 : 클래딩 용접, 전환 용접 및베이스 용접. 이전 용접 시퀀스와 달리이 용접 시퀀스는 용접 재료를 선택합니다.
용접 재료
모재의 희석 효과를 고려하여 크롬-니켈 함량이 높은 용접 재료를 선택해야합니다. 베이스 층의 용접 재료는 일반적으로 스테인리스 스틸이고, 피복 층은 일반적으로 ER316L (H03Cr19Ni12Mo2Si) 용접 와이어이고, 용접 전극 A042 (e309mol-16)는 전이 층과베이스 층을 용접하는데 사용된다.
용접 테스트
| 방법 | 레이어 번호 | 자재 | 크기 (mm) | 전극 | 전기 (A) | 아크 전압 (V) | 속도 (cm / min) | 열 입력 (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
NDT를 통과 한 후, 기계적 특성 및 입자 간 부식에 대해 샘플을 시험 하였다. 테스트 결과에서 용접 조인트의 인장 강도, 굽힘 성능, 충격 성능 및 입자 간 부식이 표준 요구 사항을 충족하여 용접 공정 및 용접 재료 w를 입증 함을 알 수 있습니다.
실험은 스테인리스 강 클래드 플레이트가 클래딩 용접 – 용접 전이 용접 –베이스 용접의 순서로 용접 될 수 있음을 보여줍니다. 겹치는 솔기를 용접 한 후베이스의 용접 재료는 스테인리스 강이어야합니다. 표준 요구 사항을 완전히 충족시킬 수있는 올바른 용접 재료로 바깥쪽에 작은 직경 배럴의 스테인레스 스틸 클래딩 플레이트를 용접하기 위해 GTAW + SMAW의 프로세스를 채택합니다.

