La soldadura de placa revestida de acero inoxidable-acero al carbono
La placa revestida se produce al unir dos o más metales en una sola hoja o placa de acero. Las placas revestidas de acero inoxidable y acero al carbono combinaron el acero inoxidable y el material de acero al carbono a través del proceso de explosión y laminación, lo que hace que la placa de metal sea más resistente a la corrosión, a la abrasión y a altas temperaturas y presiones. Pero el soldador enfrentará el nuevo problema que es la soldadura, todos saben que los dos materiales de soldadura diferentes serán más complejos y difíciles.
En general, la secuencia de soldadura del acero inoxidable. placa de acero de revestimiento es generalmente como sigue: primero suelde el interior de la capa base, luego suelde el exterior de la capa base después de remover la raíz en la parte posterior y finalmente suelde la capa de transición y la capa de revestimiento (diagrama de ranuras). Sin embargo, para la soldadura de la soldadura de circunferencia longitudinal del cilindro de diámetro pequeño (diámetro inferior a 500), se seleccionará la ranura exterior. Por lo tanto, hoy aprendamos el proceso de soldadura de un recipiente a presión fabricado con una placa de revestimiento de acero inoxidable de pequeño diámetro.
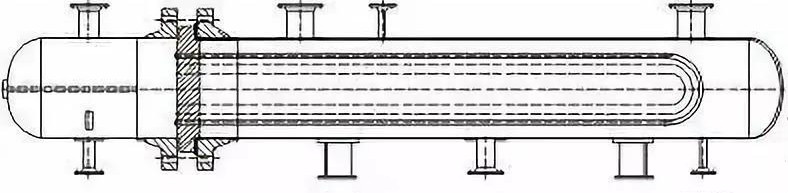
Reboiler de fondo de torre de sulfuro de hidrógeno (o intercambiador de calor de tubo en U). El medio que contiene amoníaco, el contenedor está hecho de placa de acero revestida de acero inoxidable Q245R + S31603, la presión de diseño de 1.18 MPa, la temperatura de diseño de 189 ℃, Φ 600 mm de diámetro.
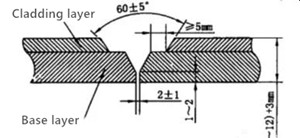
Diseño de ranura
Debido al pequeño diámetro del cuerpo de la carcasa, solo se puede soldar desde el exterior, por lo que se adopta la ranura exterior: tipo de soldadura de un solo lado. Esta ranura adopta soldadura GTAW + SMAW en el exterior del barril, y la secuencia de soldadura es la siguiente: soldadura de revestimiento, soldadura de transición y soldadura de base. A diferencia de la secuencia de soldadura anterior, esta secuencia de soldadura provoca la selección de materiales de soldadura.
Material de soldadura
Considerando el efecto de dilución del material base, se debe seleccionar el material de soldadura con mayor contenido de cromo-níquel. El material de soldadura de la capa base es generalmente acero inoxidable, la capa de cobertura es generalmente ER316L (H03Cr19Ni12Mo2Si), y luego el electrodo de soldadura A042 (e309mol-16) se usa para soldar la capa de transición y la capa base.
Prueba de soldadura
| Proceso | Capa No | Material | Dimensiones (mm) | Electrodo | Electricidad (A) | Tensión de arco (V) | Velocidad (cm / min) | Entrada de calor (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100 - 400 | 11 - 14 | 14 - 16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90 - 110 | 21 - 23 | 14 - 16 | ≤ 10.8 |
| SMAW | 3 - 4 | A042 | 4.0 | DCEP | 140 - 160 | 23 - 26 | 16 - 18 | ≤ 15.6 |
Después de pasar NDT, las muestras se probaron para propiedades mecánicas y corrosión intergranular. Se puede ver en los resultados de la prueba que la resistencia a la tracción, el rendimiento de flexión, el rendimiento de impacto y la corrosión intergranular de la unión soldada cumplen con los requisitos estándar, lo que demuestra el proceso de soldadura y el material de soldadura w.
El experimento muestra que la placa de revestimiento de acero inoxidable se puede soldar en este orden: soldadura de revestimiento - soldadura de transición de soldadura - soldadura de base. Después de soldar la costura superpuesta, el material de soldadura de la base debe ser acero inoxidable. Adopción del proceso de GTAW + SMAW para soldar la placa de revestimiento de acero inoxidable del barril de diámetro pequeño en el lado exterior con el material de soldadura correcto, que puede cumplir completamente con los requisitos estándar.

