ステンレス鋼-炭素鋼クラッド板の溶接
クラッドプレートは、2つ以上の金属を1つの鋼板またはプレートに結合することにより製造されます。 ステンレス鋼と炭素鋼のクラッド板は、ステンレス鋼と炭素鋼材料を爆発および圧延プロセスで組み合わせたため、金属板の耐腐食性、耐摩耗性、高温および耐圧性が向上しています。 しかし、溶接機は溶接という新しい問題に直面します。2つの異なる材料の溶接がより複雑で困難になることは誰もが知っています。
一般的に、ステンレス鋼の溶接シーケンス クラッディング鋼板 一般的には次のとおりです。最初にベース層の内側を溶接し、次に背面のルートを除去した後にベース層の外側を溶接し、最後に遷移層とクラッド層を溶接します(溝図)。 ただし、小径シリンダ(直径500以下)の縦周溶接部の溶接は、外溝を選択する。 そこで今日は、小径のステンレス鋼のクラッディングプレートで作られた圧力容器の溶接プロセスを学びましょう。
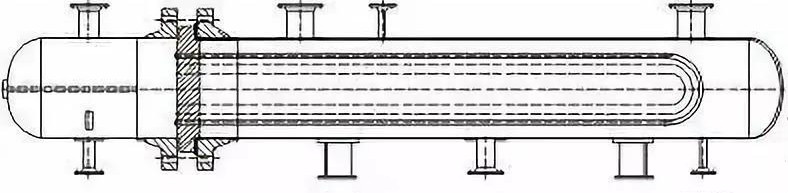
硫化水素塔底部リボイラー(またはUチューブ熱交換器)。 アンモニアを含む媒体、容器はQ245R + S31603ステンレス鋼クラッド鋼板、1.18 MPaの設計圧力、189℃の設計温度、Φ600 mmの直径で作られています。
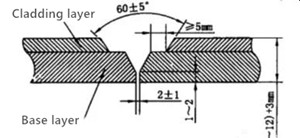
溝デザイン
シェル本体の直径が小さいため、外からしか溶接できないため、外溝-片面溶接タイプを採用しています。 この溝はバレルの外側にGTAW + SMAW溶接を採用しており、溶接順序はクラッディング溶接、遷移溶接、ベース溶接です。 以前の溶接シーケンスとは異なり、この溶接シーケンスは溶接材料の選択をもたらします。
溶接材料
母材の希釈効果を考慮して、クロムニッケル含有量の高い溶接材料を選択する必要があります。 ベース層の溶接材料は一般的にステンレス鋼であり、カバー層は一般的にER316L(H03Cr19Ni12Mo2Si)溶接ワイヤであり、溶接電極A042(e309mol-16)は遷移層とベース層を溶接するために使用されます。
溶接試験
| プロセス | レイヤー番号 | 材料 | サイズ(mm) | 電極 | 電気(A) | アーク電圧(V) | 速度(cm / min) | 熱入力(kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
NDTに合格した後、サンプルの機械的特性と粒界腐食をテストしました。 試験結果から、溶接継手の引張強度、曲げ性能、衝撃性能、粒界腐食が標準要件を満たしていることがわかり、溶接プロセスと溶接材料が証明されています。
実験は、ステンレス鋼のクラッドプレートが次の順序で溶接できることを示しています:クラッド溶接-溶接遷移溶接-ベース溶接。 オーバーレイシームを溶接した後、ベースの溶接材料はステンレス鋼である必要があります。 GTAW + SMAWのプロセスを採用し、標準要件を完全に満たすことができる適切な溶接材料で、外側の小径バレルのステンレス鋼クラッドプレートを溶接します。

