Svetsningen av duplex rostfritt stål S32750
Jämfört med Austenitic rostfritt stål har super duplex rostfritt stål mer Cr- och Mo-innehåll, vilket är fördelaktigt för att bilda ferrit och förbättra stålets korrosionsbeständighet. Tillsatsen av Ni, N, Cu och Cu kan förbättra korrosionsbeständigheten hos stål till icke-oxiderande medium. Super duplex rostfritt stål har god svetsbarhet utan att svetsa varma och kalla sprickor. Under påverkan av svetsvärmecykeln ökar ferrit och kornstorleken förstoras, medan för långsam kylning också leder till utfällning av skadlig fas, vilket kan förstöra balansen mellan Austenit och ferrit, påverka de mekaniska egenskaperna och korrosionsbeständigheten hos svetsade fogar . Här kommer den här artikeln att introducera svetsprocessen av S32750 rostfritt stål.
Svetsmetoder
Tungsten argonbågsvetsning kännetecknas av energikoncentration, en liten mängd värmeingång, lätt att styra svetskvaliteten. Rimlig kontroll av svetsvärmeingången, flerskiktssvetsning, flerkanals och låg avsättningshastighet, argonbågsvetsning av volframelektroden och hjälp till 99.99% ren argongasskyddsvetsmältad pool implementering super duplex rostfritt stålsvetsning, får bättre svetsning kvalitet och bra mekaniska egenskaper och korrosionsbeständighet.
Svetsmaterial
Enligt basmaterialets kemiska sammansättning och mekaniska egenskaper är ER2594-tråd ett idealiskt val. Svetsmetallen tillåts kallas "super duplex rostfritt stål" när PRENE (motsvarande värde för gropmotstånd) är större än 40.
Svetsparameter
Provoperation anges i ASME B31.1 och ASME Ⅸ.
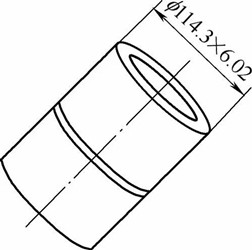
För det första ta basmaterialet provet S32750 rör med specifikationen f114.3mm 6.02mm och öppna det V-formade spåret. Spåret och svetspärlan visas i figuren.

Svetsmaterialsmodellen är ER2594 med specifikationen f2.0mm. Observera att för mycket ström är lätt att bränna igen, för lite ström är lätt att orsaka ofullständig fusion eller ofullständig svetsning. Under bearbetningsprocessen kan svetsspårets vinkel höjas på lämpligt sätt för att kontrollera fusionsförhållandet och justera svetsens metallkomposition.
För det andra är det strängt förbjudet att starta bågen och testa strömmen på ytan av basmetallen utanför spåret för att förhindra bågskador på basmetallen. Kvaliteten på start- och slutbågen bör garanteras under svetsningen. Samma svetsmaterial och svetsprocess som rotpassagen ska användas för svetsning av svetsning. Antalet lokaliserande lödfogar ska vara 2, 3 eller 4 punkter och ska fastställas i genomsnitt. Tjockleken får inte överstiga 2/3 av rörväggen för att säkerställa att svetssömmen inte spricker och tar bort defekter under den formella svetsprocessen.
Svetsning ska ske i strikt överensstämmelse med relevanta parametrar som valts. För att svetsningen kan täcka den faktiska konstruktionen av stor diameter bör tjockväggsrör användas så stort som möjligt av parametrar. Styrning av interpass temperatur mindre än 120 ℃, svetsvärmeingången 1500 j / mm eller mindre, på grundval av att garantera svetskvaliteten, så långt som möjligt använda liten ström, snabbsvetsning, liten värmeingång och svetslager, vulst för svetsning .
Det är värt att notera att spåret och ytan 50 mm från spåret ska rensas före svetsning, och det får inte finnas några ångor, fosfaterande ämnen, kolinnehållande material (såsom olja, färg, skal, rost, burr och halogen , etc.) och sprickor, mellanlager och andra defekter. Korrekta åtgärder som isolering och stapling bör vidtas för att förhindra kontaminering av superduplex rostfritt stål med järnelement. Super duplex rostfritt stål har god svetsbarhet och är inte lätt att producera heta sprickor, har använts i stor utsträckning i utrustning för behandling av havsvatten och avloppsvatten, papperstillverkning, petrokemisk utrustning och andra miljöer där det krävs strikt korrosionsbeständighet.

