Сварка плакированной пластины из нержавеющей стали и углеродистой стали
Плакированная плита изготавливается путем соединения двух или более металлов вместе в один стальной лист или плиту. Пластины из нержавеющей стали с углеродистой сталью объединяют материал из нержавеющей стали и углеродистой стали в процессе взрыва и прокатки, что делает металлическую пластину более устойчивой к коррозии, абразивному сопротивлению, а также высокой температуре и давлению. Но сварщик столкнется с новой проблемой - сваркой, все знают, что сварка двух разных материалов будет более сложной и сложной.
Вообще говоря, последовательность сварки нержавеющей стали облицовочная стальная пластина обычно выполняется следующим образом: сначала сварите внутреннюю часть основного слоя, затем сварите внешнюю часть основного слоя после удаления корня на обратной стороне и, наконец, сварите переходный слой и слой оболочки (диаграмма канавок). Однако для сварки продольного кольцевого шва цилиндра малого диаметра (диаметром менее 500 мм) следует выбирать наружный паз. Поэтому сегодня давайте познакомимся с процессом сварки сосуда высокого давления, изготовленного из облицовочной плиты из нержавеющей стали малого диаметра.
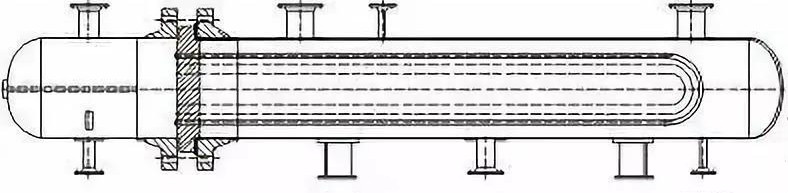
Паровой ребойлер с сероводородной колонной (или U-образный теплообменник). Среда, содержащая аммиак, контейнер изготовлен из плакированной нержавеющей стали Q245R + S31603, расчетное давление 1.18 МПа, расчетная температура 189 ℃, Φ 600 мм в диаметре.
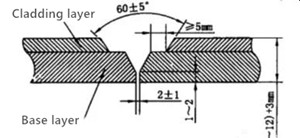
Паз дизайн
Из-за небольшого диаметра корпуса гильзы его можно сваривать только снаружи, поэтому используется внешний паз - односторонняя сварка. Для этой канавки используется сварка GTAW + SMAW на внешней стороне ствола, а последовательность сварки следующая: сварка плакировки, сварка переходов и сварка основания. В отличие от предыдущей последовательности сварки, эта последовательность сварки требует выбора сварочных материалов.
Сварочный материал
Принимая во внимание эффект разбавления основного материала, следует выбирать сварочный материал с более высоким содержанием хромоникеля. Сварочным материалом базового слоя обычно является нержавеющая сталь, покрывающим слоем обычно является сварочная проволока ER316L (H03Cr19Ni12Mo2Si), а затем сварочный электрод A042 (e309mol-16) используется для сварки переходного слоя и базового слоя.
Сварочный тест
| Обработка | Слой № | Материалы | Размер (мм) | Электрод | Электричество (A) | Напряжение дуги (В) | Скорость (см / мин) | Подвод тепла (кДж / см) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
После прохождения неразрушающего контроля образцы были испытаны на механические свойства и межкристаллитную коррозию. Из результатов испытаний видно, что прочность на растяжение, характеристики изгиба, ударная вязкость и межкристаллитная коррозия сварного соединения соответствуют стандартным требованиям, что подтверждает процесс сварки и сварочный материал w.
Эксперимент показывает, что плакированную пластину из нержавеющей стали можно сваривать в следующем порядке: плакирующий шов - сварной переходной шов - основной шов. После сварки наплавляемого шва сварочным материалом основания должна быть нержавеющая сталь. Применение процесса GTAW + SMAW для сваривания облицовочной пластины из нержавеющей стали цилиндра малого диаметра с внешней стороны с использованием правильного сварочного материала, который может полностью соответствовать стандартным требованиям.

