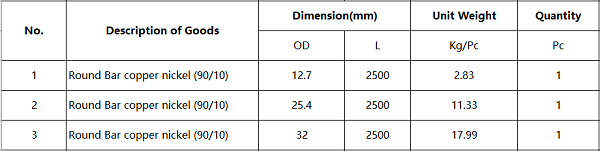
Svetsmetod av martensitiskt rostfritt stål och duplext rostfritt stål
1. Vad är martensitiskt rostfritt stål och duplex rostfritt stål?
Mikrostrukturen är martensitisk vid rumstemperatur och dess mekaniska egenskaper kan justeras genom värmebehandling. I lekmannaspråk är det en typ av härdbart rostfritt stål. Stålkvaliteterna som hör till martensitiskt rostfritt stål inkluderar 1Cr13, 2Cr13, 3Cr13, 4Cr13, 3Cr13Mo, 1Cr17Ni2, 2Cr13Ni2, 9Cr18, 9Cr18MoV, etc.
2. Vanligt använda svetsmetoder
Svetsning Martensitiskt rostfritt stål kan svetsas med olika bågsvetsningsmetoder. För närvarande är elektrodbågsvetsning fortfarande huvudmetoden, men användningen av koldioxidgasskyddad svetsning eller argon- och koldioxidblandad gasskärmad svetsning kan kraftigt minska vätehalten i svetsen och därigenom minska svetsens känslighet för kall sprickbildning.
3. Vanliga svetsmaterial
(1) Cr13 martensitiska rostfria elektroder och trådar
Vanligtvis, när svetsen har höga hållfasthetskrav, kan användningen av en Cr13 martensitisk rostfri stålelektrod och tråd göra att den kemiska sammansättningen av svetsmetallen liknar basmetallens, men svetsen har en större tendens att kallspricka.
Försiktighetsåtgärder:
a. Förvärmning före svetsning krävs, och förvärmningstemperaturen bör inte överstiga 450°C för att förhindra sprödhet vid 475°C. Efter svetsning utförs värmebehandling. Värmebehandlingen efter svetsningen är att kyla till 150-200 ° C, hålla den varm i 2 timmar så att alla delar av austeniten omvandlas till martensit, och sedan omedelbart utföra högtemperaturhärdning, uppvärmning till 730-790 ° C , och sedan hålltiden är varje 1 mm plåttjocklek är 10 min, men inte mindre än 2 timmar, och slutligen luftkyld.
b. För att förhindra sprickor bör innehållet av S och P i elektroder och ledningar vara mindre än 0.015 %, och innehållet av Si bör inte vara större än 0.3 %. Ökningen av Si-halten främjar bildningen av grov primär ferrit, vilket resulterar i en minskning av fogens plasticitet. Kolhalten bör generellt vara lägre än basmetallens, vilket kan minska härdbarheten.
(2) Cr-Ni austenitiska rostfria elektroder och trådar
Svetsmetallen av Cr-Ni austenitisk ståltyp har god plasticitet, vilket kan lindra spänningen som genereras vid martensitisk transformation i den värmepåverkade zonen. Dessutom har Cr-Ni austenitiska rostfria svetsar en hög löslighet för väte, vilket kan minska diffusionen av väte från svetsmetallen till den värmepåverkade zonen och effektivt förhindra kalla sprickor, så förvärmning behövs inte. Svetsstyrkan är dock låg och kan inte förbättras genom värmebehandling efter svetsning.
4. Vanliga svetsproblem
(1) svetsning kall spricka
På grund av det höga krominnehållet i martensitiskt rostfritt stål förbättras dess härdbarhet avsevärt. Oavsett det ursprungliga tillståndet före svetsning kommer svetsning alltid att ge en martensitstruktur i området nära sömmen. När härdningstendensen ökar är fogen också känsligare för kallsprickning, speciellt i närvaro av väte, och martensitiskt rostfritt stål kommer också att ge farligare väte-inducerad fördröjd sprickbildning.
mäta:
1) Nedkylningshastigheten kan bromsas genom att använda en svetsström med stor linjeenergi och stor svetsström;
2) För olika ståltyper är temperaturen mellan skikten olika, i allmänhet inte lägre än förvärmningstemperaturen;
3) Kyl långsamt till 150-200°C efter svetsning och utför eftersvetsvärmebehandling för att eliminera restspänningar vid svetsning, avlägsna diffust väte i fogen och förbättra fogens struktur och prestanda.
(2) Försprödning av den värmepåverkade zonen
Martensitiskt rostfritt stål, speciellt martensitiskt rostfritt stål med högre ferritbildande element, har en större tendens till korntillväxt. När kylningshastigheten är liten, produceras lätt grov ferrit och karbider i den svetsvärmepåverkade zonen; när kylningshastigheten är hög kommer den värmepåverkade zonen att hårdna och bilda grov martensit. Dessa grova strukturer minskar plasticiteten och segheten i den svetsade värmepåverkade zonen av martensitiskt rostfritt stål och orsakar sprödhet.
mäta:
1) Kontrollera en rimlig kylhastighet;
2) Välj förvärmningstemperatur rimligt, och förvärmningstemperaturen bör inte överstiga 450°C, annars kan fogarna bli spröda vid 475°C om de utsätts för höga temperaturer under lång tid;
3) Rimligt urval av svetsmaterial för att justera sammansättningen av svetsen för att undvika generering av grov ferrit i svetsen så mycket som möjligt.
5. Svetsprocess
1) Förvärmning före svetsning
Förvärmning före svetsning är den främsta tekniska åtgärden för att förhindra kalla sprickor. När massandelen C är 0.1%~0.2% är förvärmningstemperaturen 200~260°C, och den kan förvärmas till 400~450°C för svetsar med hög styvhet.
2) Kylning efter svetsning
Efter svetsning bör svetsen inte härdas direkt från svetstemperaturen, eftersom austeniten kanske inte omvandlas helt under svetsprocessen. Om temperaturen höjs och härdas omedelbart efter svetsningen kommer karbider att fällas ut längs austenitkorngränsen och austenit Omvandling till perlit ger en grovkornig struktur som avsevärt minskar segheten. Därför bör svetsen kylas innan härdning, så att austeniten i den svets- och värmepåverkade zonen i princip bryts ned. För svetsar med låg styvhet kan den kylas till rumstemperatur och sedan härdas; för svetsningar med stor tjocklek krävs en mer komplicerad process; efter svetsning, kyl till 100-150°C, håll varmt i 0.5-1 timme och värm sedan till anlöpningstemperatur.
3) Värmebehandling efter svetsning
Syftet är att minska hårdheten i svetsen och värmepåverkad zon, förbättra plasticiteten och segheten och samtidigt minska svetspåkänningen. Värmebehandling efter svets är uppdelad i anlöpning och fullständig glödgning. Tempereringstemperaturen är 650-750°C, håll i 1 timme och luftkyla; om svetsen behöver bearbetas efter svetsning, för att få lägsta hårdhet, kan fullständig glödgning användas. Glödgningstemperaturen är 830-880°C, och värmekonserveringen är 2 timmar. Luftkyla sedan.
4) Val av svetsstav
Elektroder för svetsning av martensitiskt rostfritt stål delas in i två kategorier: elektroder av krom rostfritt stål och austenitiska rostfria kromnickelelektroder. Vanligt använda elektroder av krom rostfritt stål är E1-13-16 (G202) och E1-13-15 (G207); vanliga elektroder i austenitisk rostfritt stål av krom-nickel är E0-19-10-16 (A102), E0-19-10-15 (A107), E0-18-12Mo2-16 (A202), E0-18-12Mo2-15 (A207), etc.
Svetsning av duplex rostfritt stål
1. Svetsbarhet av duplext rostfritt stål
Svetsbarheten av duplex rostfritt stål kombinerar fördelarna med austenitiskt stål och ferritiskt stål och minskar deras respektive brister.
(1) Känsligheten för heta sprickor är mycket mindre än för austenitiskt stål;
(2) Känsligheten för kalla sprickor är mycket mindre än för allmänt låglegerat höghållfast stål;
(3) Efter att den värmepåverkade zonen har kylts kvarhålls alltid mer ferrit, vilket ökar korrosionsbenägenheten och känsligheten för väte-inducerad sprickbildning (sprödhet);
(4) Duplex svetsade fogar i rostfritt stål kan utlösa δ-fasförsprödning. δ-fasen är en intermetallisk förening av Cr och Fe. Dess formningstemperatur sträcker sig från 600 till 1000 ° C. Olika ståltyper har olika temperaturer för att bilda δ-fasen;
(5) Duplext rostfritt stål innehåller 50 % ferrit, som också har sprödhet vid 475°C, men är inte lika känsligt som ferritiskt rostfritt stål;
2. Val av svetsmetod
TIG-svetsning är förstahandsvalet för duplex stålsvetsning, följt av elektrodbågsvetsning. När nedsänkt bågsvetsning används, bör värmetillförsel och mellanskiktstemperatur kontrolleras strikt, och stora utspädningshastigheter bör undvikas.
Lägga märke till:
Vid användning av TIG-svetsning är det lämpligt att tillsätta 1-2 % kväve till skyddsgasen (om N överstiger 2 % kommer det att öka tendensen till porer och bågen är instabil), så att svetsmetallen absorberar kväve (för att förhindra svetsens yta från diffunderande förlust av kväve), vilket bidrar till att stabilisera austenitfasen i svetsfogen.
3. Val av tillsatsmaterial för svetsning
Svetstillsatsmaterial med högre austenitbildande element (Ni, N, etc.) väljs för att främja omvandlingen av ferrit till austenit i svetsen.
2205 stål använder mestadels 22.8.3L svetsstång eller tråd, och 2507 stål använder mestadels 25.10.4L svetstråd eller 25.10.4R svetsstång.
4. Svetspunkter
(1) Kontroll av svetsvärmeprocessen Svetsvärmeenergi, mellanskiktstemperatur, förvärmning och materialtjocklek kommer alla att påverka nedkylningshastigheten under svetsning och därigenom påverka strukturen och prestanda hos svetsen och den värmepåverkade zonen. För att erhålla bästa svetsmetallegenskaper rekommenderas att den maximala interpasstemperaturen kontrolleras till 100°C. När värmebehandling krävs efter svetsning är det möjligt att interpasstemperaturen inte begränsas.
(2) Värmebehandling efter svets Det är bäst att inte göra det värmebehandla duplext rostfritt stål efter svetsning. När värmebehandling krävs efter svetsning är värmebehandlingsmetoden vattenhärdning. Under värmebehandling bör uppvärmningen vara så snabb som möjligt och hålltiden vid värmebehandlingstemperaturen är 5 till 30 minuter, vilket bör vara tillräckligt för att återställa fasbalansen. Metalloxidation är mycket allvarlig under värmebehandling och skydd mot inertgas bör övervägas.