Paslanmaz çelik-karbon çelik kaplı levhaların kaynağı
Kaplanmış levha, iki veya daha fazla metalin tek bir çelik levha veya levhaya birleştirilmesiyle üretilir. Paslanmaz çelik-Karbon çeliği kaplı levhalar, metal levhayı daha fazla korozyona dayanıklı, aşındırıcı direnç ve yüksek sıcaklık ve basınç dayanımı yapan patlama ve yuvarlama işlemiyle paslanmaz çelik ve karbon çelik malzemeyi birleştirdi. Ancak kaynakçı kaynak olan yeni sorunla karşı karşıya kalacak, herkes iki farklı malzeme kaynağının daha karmaşık ve zor olacağını biliyor.
Genel olarak konuşursak, paslanmaz çeliğin kaynak sırası kaplama çelik levha genel olarak şu şekildedir: önce taban katmanının içini kaynaklayın, ardından arka tarafta kök söküldükten sonra taban katmanının dışını kaynaklayın ve son olarak geçiş katmanını ve kaplama katmanını kaynaklayın (oluk diyagramı). Bununla birlikte, küçük çaplı silindirin boyuna çevresi kaynağının kaynağı için (çap 500'ün altında), dış oluk seçilmelidir. Bu nedenle bugün küçük çaplı paslanmaz çelik kaplama plakasından yapılmış bir basınçlı kabın kaynak işlemini öğrenelim.
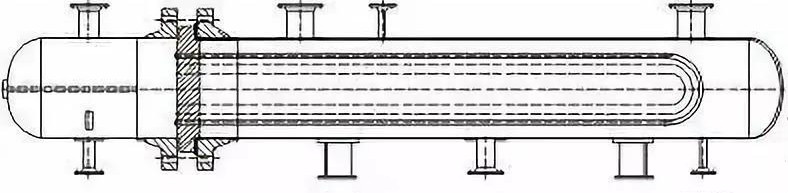
Hidrojen sülfür kulesi dibi yeniden ısıtıcısı (veya U borulu ısı eşanjörü). Amonyak içeren besiyeri, kap, Q245R + S31603 paslanmaz çelik kaplı çelik levhadan, 1.18 MPa tasarım basıncından, 189 design, temperature 600 mm tasarım sıcaklığından imal edilmiştir.
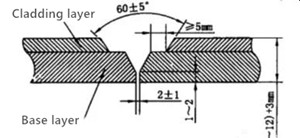
Oluk tasarımı
Gövde gövdesinin küçük çapı nedeniyle, sadece dışarıdan kaynak yapılabilir, bu nedenle dış oluk - tek taraflı kaynak tipi benimsenmiştir. Bu oluk, namlunun dışında GTAW + SMAW kaynağını benimser ve kaynak sırası şu şekildedir: kaplama kaynağı, geçiş kaynağı ve taban kaynağı. Önceki kaynak sırasından farklı olarak bu kaynak sırası, kaynak malzemelerinin seçimini sağlar.
Kaynak malzemesi
Baz malzemenin seyreltme etkisi dikkate alındığında, daha yüksek krom-nikel içeriğine sahip kaynak malzemesi seçilmelidir. Baz katmanın kaynak malzemesi genellikle paslanmaz çeliktir, kaplama katmanı genellikle ER316L (H03Cr19Ni12Mo2Si) kaynak telidir ve daha sonra kaynak katmanı A042 (e309mol-16) geçiş katmanını ve tabanını kaynaklamak için kullanılır.
Kaynak testi
| süreci | Katman No | Malzeme | Boyut (mm) | Elektrot | Elektrik (A) | Ark gerilimi (v) | Hız (cm / dakika) | Isı girişi (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
NDT'yi geçtikten sonra, numuneler mekanik özellikler ve taneler arası korozyon için test edildi. Test sonuçlarından, çekme mukavemeti, bükülme performansı, darbe performansı ve kaynaklı eklemin diş arası korozyonunun, kaynak işlemini ve kaynak malzemesinin w olduğunu kanıtlayan standart gereklilikleri karşıladığı görülmektedir.
Deney, paslanmaz çelik kaplı levhanın şu sırayla kaynaklanabileceğini göstermektedir: kaplama kaynağı - kaynak geçişi kaynağı - taban kaynağı. Üst üste gelen dikişin kaynatılmasından sonra, tabanın kaynak malzemesi paslanmaz çelik olmalıdır. Dış taraftaki küçük çaplı namlunun paslanmaz çelik kaplama plakasını standart gereksinimleri tamamen karşılayabilecek doğru kaynak malzemesi ile kaynaklamak için GTAW + SMAW sürecini benimsemek.

