Das Schweißen von Edelstahl-Kohlenstoffstahl-Plattierungen
Die plattierte Platte wird hergestellt, indem zwei oder mehr Metalle zu einem einzigen Stahlblech oder einer einzigen Stahlplatte zusammengebunden werden. Mit Edelstahl-Kohlenstoffstahl beschichtete Platten kombinierten das Edelstahl- und Kohlenstoffstahlmaterial durch den Explosions- und Walzprozess, wodurch die Metallplatte korrosionsbeständiger, abriebfester und hochtemperatur- und druckbeständiger wird. Aber der Schweißer wird mit dem neuen Problem des Schweißens konfrontiert sein, jeder weiß, dass das Schweißen mit zwei verschiedenen Werkstoffen komplexer und schwieriger wird.
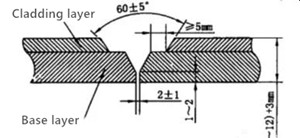
Generell die Schweißreihenfolge des Edelstahls Verkleidung Stahlplatte ist im Allgemeinen wie folgt: Schweißen Sie zuerst die Innenseite der Basisschicht, dann die Außenseite der Basisschicht nach dem Entfernen der Wurzel auf der Rückseite und schweißen Sie schließlich die Übergangsschicht und die Mantelschicht (Rillendiagramm). Für das Schweißen der Längsumfangsschweißung des Zylinders mit kleinem Durchmesser (Durchmesser unter 500) ist jedoch die äußere Nut zu wählen. Lassen Sie uns heute den Schweißprozess eines Druckbehälters lernen, der aus einer Edelstahlverkleidungsplatte mit kleinem Durchmesser besteht.
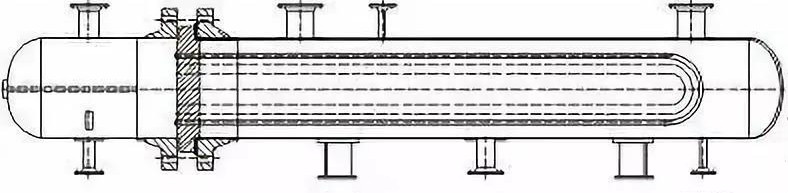
Schwefelwasserstoff-Sumpfverdampfer (oder U-Rohr-Wärmetauscher). Das ammoniakhaltige Medium, der Behälter, besteht aus mit Q245R + S31603 plattiertem Edelstahlblech, dem Auslegungsdruck von 1.18 MPa, der Auslegungs temperatur von 189 ℃, Φ 600 mm Durchmesser.
Groove-Design
Aufgrund des geringen Durchmessers des Schalenkörpers kann dieser nur von außen geschweißt werden, so dass die einseitige Schweißnahtart der äußeren Nut übernommen wird. Diese Nut verwendet GTAW + SMAW-Schweißen an der Außenseite des Zylinders, und die Schweißsequenz ist wie folgt: Mantelschweißen, Übergangsschweißen und Basisschweißen. Anders als bei der vorherigen Schweißsequenz bewirkt diese Schweißsequenz die Auswahl der Schweißmaterialien.
Schweißmaterial
Unter Berücksichtigung des Verdünnungseffekts des Grundwerkstoffs sollte der Schweißwerkstoff mit höherem Chrom-Nickel-Gehalt gewählt werden. Das Schweißmaterial der Basisschicht ist im Allgemeinen Edelstahl, die Deckschicht ist im Allgemeinen ER316L (H03Cr19Ni12Mo2Si) -Schweißdraht, und dann wird die Schweißelektrode A042 (e309mol-16) zum Schweißen der Übergangsschicht und der Basisschicht verwendet.
Schweißtest
| Prozess | Schicht Nr | Werkstoff | Größe (mm) | Elektrode | Strom (A) | Lichtbogenspannung (V) | Geschwindigkeit (cm / min) | Wärmeeintrag (kJ / cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤ 8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤ 10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤ 15.6 |
Nach dem Bestehen der NDT wurden die Proben auf mechanische Eigenschaften und interkristalline Korrosion getestet. Aus den Prüfergebnissen ist ersichtlich, dass die Zugfestigkeit, das Biegeverhalten, das Schlagverhalten und die Korngrenzenkorrosion der Schweißverbindung den Standardanforderungen entsprechen, die den Schweißprozess und das Schweißgut nachweisen.
Das Experiment zeigt, dass die mit Edelstahl plattierte Platte in dieser Reihenfolge geschweißt werden kann: Plattierungsschweißung - Schweißübergangsschweißung - Basisschweißung. Nach dem Schweißen der Überzugsnaht sollte das Schweißmaterial der Basis aus Edelstahl bestehen. Anwendung des GTAW + SMAW-Verfahrens zum Schweißen der Edelstahl-Verkleidungsplatte eines Zylinders mit kleinem Durchmesser an der Außenseite mit dem richtigen Schweißmaterial, das die Standardanforderungen vollständig erfüllen kann.

