Jak wszyscy wiemy, w przemyśle lotniczym precyzyjna obróbka ze względu na wymagania materiałowe jest bardzo wysoka, oczywiście z jednej strony ma to na celu spełnienie specjalnych właściwości sprzętu lotniczego, a co ważniejsze, ze względu na wpływ środowiska lotniczego. Ze względu na szczególny wpływ na środowisko, ogólne materiały dostępne na rynku oczywiście nie są w stanie zaspokoić potrzeb środowiska i z pewnością będą wymagały specjalnych materiałów, aby je zastąpić. Dziś przedstawiam Wam bardziej powszechnie używany materiał, czyli materiały ze stopu tytanu, zwłaszcza w przemyśle lotniczym, co jest bardziej powszechne, dlaczego ten materiał jest częściej używany? Dlaczego ten materiał jest częściej używany? Ma to coś wspólnego z jego charakterystyką.
Stop tytanu, którego ciężar właściwy jest niewielki, określa jakość małej, wysokiej wytrzymałości i wytrzymałości termicznej, określa twardość i odporność na wysoką temperaturę, odporność na wodę morską oraz korozję kwasową i zasadową oraz szereg doskonałych właściwości fizycznych i mechanicznych, określa że bez względu na to, jakiego rodzaju środowisko można zastosować, istnieje również punkt, że współczynnik odkształcenia jest bardzo mały, dlatego w przemyśle lotniczym, lotniczym, stoczniowym, naftowym, chemicznym i innych gałęziach przemysłu są szeroko stosowane.
Bo materiały ze stopu tytanu mają powyższe i zwykłe materiały nie są w tym samym miejscu, ale także zdecydował, że precyzyjna obróbka jest bardzo trudna, wiele fabryk obróbki nie chce przetwarzać tego materiału i nie wie, jak przetwarzać ten materiał. W tym celu branża pomp Xi'an Ruihua, po długim okresie zrozumienia i komunikacji z niektórymi klientami zajmującymi się obróbką stopu tytanu, zorganizowała kilka drobnych umiejętności, aby się z wami podzielić!
Ze względu na mały współczynnik odkształcenia stopu tytanu, temperatura skrawania jest wysoka, naprężenie końcówki narzędzia jest duże, hartowanie podczas obróbki jest poważne, co powoduje obróbkę skrawaniem, narzędzie jest łatwe w zużyciu, odpryski, jakość obróbki skrawaniem jest trudna do uzyskania zapewnić. Jak w takim razie przeprowadzić obróbkę skrawania?
In cięcie stopu tytanu, siła skrawania nie jest duża, utwardzanie przez zgniot nie jest poważne, łatwo uzyskać lepsze wykończenie powierzchni, ale przewodność cieplna stopu tytanu jest mała, temperatura skrawania jest wysoka, zużycie narzędzia jest większe, trwałość narzędzia jest niska, narzędzie powinno być stosowane z powinowactwem chemicznym tytanu, rola jest mała, wysoka przewodność cieplna, wysoka wytrzymałość, wielkość ziarna małych narzędzi z węglika wolframu i kobaltu, takich jak jak YG8, YG3 i inne narzędzia. W przypadku stopu tytanu w procesie toczenia łamanie wiórów stanowi trudny problem w obróbce, zwłaszcza w przypadku obróbki czystego tytanu. Aby osiągnąć cel łamania wiórów, część skrawająca może być naostrzona do pełnego łuku rowka wiórowego walca, płytkie przed i za głębokością, przed i za wąską szerokością, tak aby wióry były łatwo odprowadzane na zewnątrz, aby nie dopuścić do wplątania się wiórów w powierzchnię przedmiotu obrabianego, powodując zarysowania powierzchni przedmiotu obrabianego.
Współczynnik odkształcenia skrawania stopu tytanu jest mały, powierzchnia styku noża i wióra jest mała, temperatura skrawania jest wysoka. Aby zmniejszyć wytwarzanie ciepła skrawania, ① kąt przedni narzędzia tokarskiego nie powinien być zbyt duży, kąt przedni narzędzia tokarskiego z węglików spiekanych przyjmuje się zwykle jako 5-8 stopni ze względu na wysoka twardość stopu tytanu, w celu zwiększenia udarności narzędzia tokarskiego, kąt oparcia narzędzia tokarskiego nie powinien być zbyt duży, zwykle przyjmowany jako 5°, w celu wzmocnienia końcówki końcówki narzędzia w części wytrzymałościowej narzędzia, aby poprawić warunki rozpraszania ciepła i poprawić narzędzie. Aby wzmocnić wytrzymałość części końcowej, poprawić warunki rozpraszania ciepła i poprawić odporność narzędzia na uderzenia, stosuje się większą wartość bezwzględną ujemnego kąta nachylenia krawędzi .
Kontrola rozsądnej prędkości skrawania, nie powinna być zbyt duża, a zastosowanie w procesie specjalnego chłodzenia chłodziwem ze stopu tytanu może skutecznie poprawić trwałość narzędzia i wybrać rozsądny posuw.
Coraz częściej stosuje się wiercenie, wiercenie stopów tytanu jest trudniejsze, często w procesie spalania i zjawiska łamania wiertła. Głównymi przyczynami są słabe ostrzenie wierteł, przedwczesne usuwanie wiórów, słabe chłodzenie i słaba sztywność systemu obróbki. W zależności od średnicy wiertła należy szlifować wąską poziomą krawędź o szerokości 0.5㎜, aby zmniejszyć siłę osiową i wibracje spowodowane oporem. Jednocześnie w odległości 5-8㎜ od wierzchołka wiertła należy wąsko zeszlifować brzeg wiertła, pozostawiając około 0.5㎜, co sprzyja wiertłu w usuwaniu wiórów. Geometria musi być prawidłowo naostrzona, a dwie krawędzie tnące muszą być symetryczne, aby zapobiec przecinaniu wiertła tylko z jednej strony, a siła skrawania skupiona jest po jednej stronie, co spowoduje zużycie wiertła przedwcześnie się wydostać, a nawet spowodować zjawisko odpryskiwania na skutek poślizgu. Zawsze utrzymuj ostrą krawędź tnącą. Gdy krawędź tnąca stępi się, natychmiast przerwij wiercenie i ponownie naostrz wiertło. Jeśli będziesz kontynuować cięcie na siłę tępym wiertłem, wiertło wkrótce się spali i wyżarza z powodu wysokich temperatur tarcia, co spowoduje jego złomowanie. Jednocześnie utwardzona warstwa przedmiotu obrabianego ulegnie pogrubieniu, co zwiększy trudność ponownego wiercenia w przyszłości oraz liczbę napraw i ostrzenia wiertła. Zgodnie z wymaganiami dotyczącymi głębokości wiercenia, należy spróbować skrócić długość wiertła, zwiększyć grubość rdzenia wiertła, aby zwiększyć sztywność i zapobiec wierceniu otworów z powodu drgań spowodowanych zapadnięciem się krawędzi. Praktyka wykazała, że długość wiertła φ15 jest o 150 większa niż 195. Dlatego bardzo ważny jest także dobór długości.
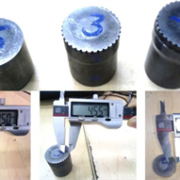
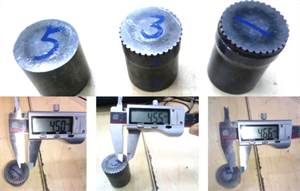
Po powyższych dwóch powszechnie używanych procesach, aby zobaczyć, obróbka stopu tytanu jest również stosunkowo trudne, ale po bardzo dobrym przetworzeniu można go nadal przetwarzać z dobrych części precyzyjnych, części ze stopów tytanu do sprzętu lotniczego.