
AMS 5629 PH 13-8 H1000 Stainless Steel Delivered to Turkey
A mechanical manufacturing company from Turkey was looking for a reliable supplier of AMS 5629 PH 13-8 stainless steel for a precision machining project.
The customer required high-strength precipitation hardening stainless steel with strict dimensional accuracy and stable mechanical performance. Due to the application requirements, the material needed to meet aerospace-grade specifications while also ensuring fast delivery and reliable quality control.
After comparing multiple suppliers, the customer contacted us for a customized supply solution.
Customer Location: Turkey
Industry: Mechanical Manufacturing
Material Required: AMS 5629 PH 13-8 Stainless Steel H1000
Application: Precision Mechanical Components
RFQ (Customer Requirements)
The customer sent an inquiry requesting:
- Material Grade: AMS 5629 PH 13-8 Stainless Steel
- Condition: H1000 Heat Treatment
- Size Requirement: 25 × 40 × 85 mm
- Quantity: Customized according to production needs
- Delivery Time: Within 15-20 days
- Packaging Requirement: Export wooden case packaging
- Application: Mechanical manufacturing components
The customer emphasized the importance of:
✓ Strict material specification compliance
✓ Accurate dimensions
✓ Stable mechanical properties
✓ On-time international delivery
Product Specifications
Material: AMS 5629 PH 13-8 Stainless Steel
Heat Treatment: H1000 Condition
Dimensions: 25 × 40 × 85 mm
Country of Delivery: Turkey
Application Field: Mechanical Manufacturing
AMS 5629 PH 13-8 stainless steel is a precipitation hardening stainless steel known for:
- High tensile strength
- Excellent corrosion resistance
- Good toughness
- Superior dimensional stability after heat treatment
It is widely used in demanding industries requiring reliable mechanical performance.
Customer Needs
The customer’s main challenge was finding a supplier who could provide:
1. Accurate Customized Dimensions
The requested size was not a common stock dimension. The customer needed precise cutting according to their machining requirements to reduce additional processing time.
2. Reliable Material Quality
For mechanical components, inconsistent material properties could affect machining performance and final product reliability.
3. Fast Delivery
The project schedule required the material to arrive in Turkey within a short timeframe.
Our Solution
Based on the customer’s requirements, our engineering and production team provided a complete supply solution:
Material Verification
We selected qualified AMS 5629 PH 13-8 material and confirmed chemical composition and mechanical properties before production.
Precision Cutting Service
The material was processed according to the customer’s required dimensions:
25 × 40 × 85 mm
This helped the customer reduce machining preparation time and improve production efficiency.
Quality Inspection
Before shipment, we conducted:
- Dimension inspection
- Surface quality inspection
- Material certification verification
- Final packing inspection
All inspection records were prepared to ensure traceability.
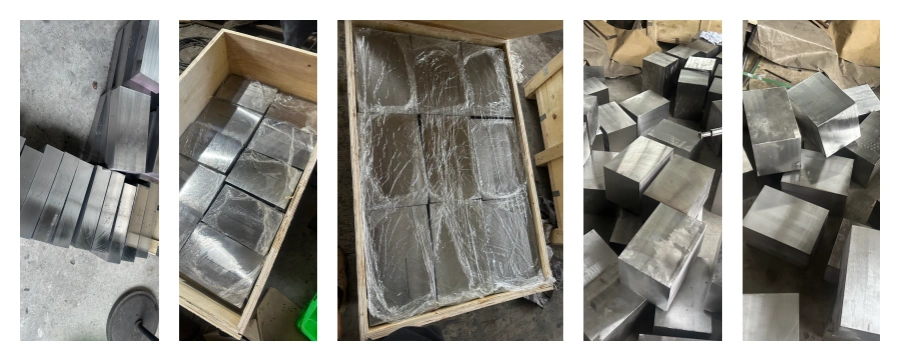
Transportation Details
To protect the material during international transportation, we used professional export wooden case packaging.
Packaging: Strong wooden case
Destination: Turkey
Delivery Time: 15-20 Days
The wooden packaging effectively prevented damage, moisture, and deformation during long-distance sea transportation.
Customer Feedback
After receiving the AMS 5629 PH 13-8 H1000 stainless steel, the customer confirmed that:
- The material specification matched their requirements.
- The dimensions were accurate and ready for machining.
- The packaging was secure and suitable for international transportation.
- The delivery schedule supported their production plan.
The customer expressed satisfaction with our professional service and considered us as a reliable long-term material supplier for future projects.
Why Choose Us for AMS 5629 PH 13-8 Stainless Steel Supply?
We provide customized metal material solutions for global customers, including:
✓ AMS aerospace material supply
✓ PH stainless steel cutting service
✓ Customized dimensions
✓ Material certification support
✓ Export packaging solutions
✓ Fast international delivery
Whether you need AMS 5629 PH 13-8 H1000 stainless steel bars, plates, or customized machined blanks, our team can provide professional support.
Contact Us
Looking for a reliable supplier of AMS 5629 PH 13-8 stainless steel?
Contact our sales team today for:
- Material quotation
- Technical support
- Customized cutting service
- Delivery solutions
We are ready to support your next mechanical manufacturing project. Email: [email protected]

















