Application of Nickel-based alloy surfacing welding in waste incineration power plant
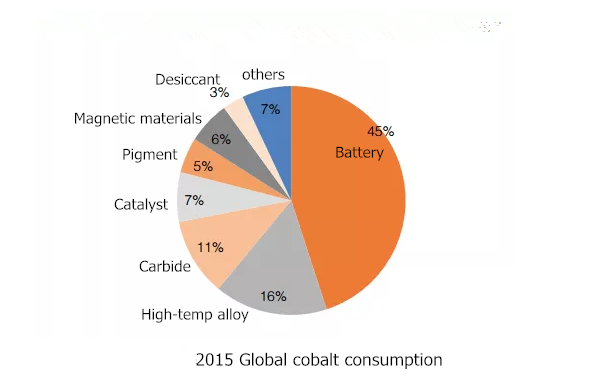
Waste incineration power generation is an effective way to deal with household waste. Due to the complexity and heterogeneity of waste composition, various highly corrosive gases such as chloride and sulfide will be produced in the incineration process. Waste furnace flue gas mainly includes HCl and SO2, and the content of HCl is significantly higher than that of SO2, so chlorine corrosion is the most important corrosion in waste incineration power plant.
Chlorine tends to occur in incinerators as gaseous HCl, Cl2, and metallic chlorides such as KCl, NaCl, ZnCl2, and PbCl2. In addition to the direct gas phase corrosion, these metal chloride low melting salt deposition and the surface of metal oxide film Redox will reaction each other, which lead to corrosion of metal matrix. They also jointly with other inorganic salts in the flue gas deposits formed on the wall in the high-temperature molten salt corrosion, in the dust – local liquid metal interface, forming the electrochemical corrosion environment. The further diffusion of corrosion forms a layer of loose outer oxide film on the external surface of the molten chloride. Due to the high diffusion rate of metal ions in the molten salt, this electrochemical process seriously erodes the metal components in the water wall and superheater of the boiler, leading to early degradation and even failure of its performance.
The corrosion of the sulfur element on the heating surface tube of waste furnace cannot be ignored. The corrosion of sulfur mainly comes from the thermal corrosion of alkali metal salts, namely Na3Fe(SO4)3 and K3 Fe(SO4)3. At the same time, a large amount of ash powder produced by garbage combustion scours the surface of a heating surface tube, resulting in different degrees of wear. Under the combined action of multiple factors, the heating surface pipe is continuously oxidized, corroded and worn from the outside to the inside, and local burst occurs when it cannot bear the pressure of water vapor in the pipe.
As an economical and rapid material surface modification method, surfacing welding is to bead welding the corrosion resistant material like austenitic stainless steel, nickel-based alloy on the inner surface of equipment, which is widely used in the manufacturing and repair of various industrial equipment parts such as valves, pipes, fittings, flanges, plates, etc. For example, surfacing welding of alloy 625 in the waste incineration power generation system forms a corrosion resistant layer and protect the inner surface of the equipment from corrosion, extending the service life of the equipment. Low dilution parent material and high deposition rate are usually used to maximize the performance of the overlying layer.
In theory, all corrosion-resistant alloys can be surfacing welding like Inconel 625, Incoloy 825, C276, Monel 400, etc. Chromium-nickel austenitic stainless steel surfacing in various hydrogenation reactors can effectively prevent hydrogen corrosion on the steel surface. The inner wall of the urea synthesis tower is welded with ultra-low carbon molybdenum-containing austenitic stainless steel. In order to reduce the overall project cost, we can implement a 2-3 mm thickness surfacing welding with alloy C276, C22 or 625 alloy layer on the metal material surface of all kinds of large equipment and accessories.
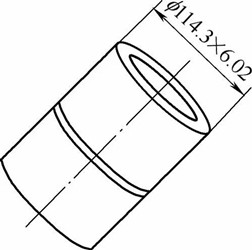
The corrosion of waste heat boiler heating surface tube can be solved by surfacing a layer of high temperature resistant nickel-based alloy material on the outer wall of boiler tube. The traditional surfacing welding method has serious damage to the base material of the boiler tube, and the dilution rate of 10% ~ 20% is difficult to meet the requirements. CMT (Cold Metal Transfer) welding system is adapted to surfacing a layer of Inconel 625 material with high-temperature resistance and corrosion resistance on the heating surface of the boiler, which can effectively solve the corrosion problem of the heating surface pipe and extend the service life of the boiler. In the case of high-load operation, the service life of steel pipe can reach more than 5 years, and solve the problem of heating surface corrosion and pipe wall ash, greatly improve the thermal conversion efficiency and power generation.