Classification of corrosion-resisting nickel-based alloys
Alloys with nickel above 50% are known as nickel-based corrosion-resistant alloys. Like Austenitic stainless steel, the microstructure of nickel-based alloys is single-phase austenitic without phase change in solid-state, and the grains of base metal and weld metal cannot be refined by heat treatment.
It has excellent corrosion resistance and high-temperature resistance performance that can withstand the erosion of various corrosive media even under the temperature range from 200 to 1090℃. It also has good strength, plasticity, processing and welding properties, has been widely used in the petrochemical, nuclear, aerospace and other industries.
According to the content of chemical elements such as Cr, Mo, Cu, Al, Ti and Nb, nickel-based corrosion-resistant alloys can be mainly divided into the following series: Ni-Cu, Ni-Cr, Ni-Mo, Ni-Cr-Mo.

Ni-Cu series
Alloys with Ni and Cu as the main elements are called Monel alloys, which are represented by 4000 series Numbers. Nickel-copper alloy is one of the most widely used nickel-based alloys. The addition of copper to nickel can improve the corrosion resistance in reducing medium while reducing the corrosion resistance of nickel in oxidizing medium and air. Monel alloy Ni70Cu30 is the earliest nickel-based corrosion-resistant alloy. It offers excellent strength and toughness as well as better resistance to the corrosion of reductive acid and strong alkali medium and seawater, etc. It is usually used in the manufacture of equipment for conveying hydrofluoric acid (HF), brine, neutral medium, alkali salt and reducing acid medium. Monel alloy has cast alloy and deformation alloy (rolled). The most commonly used Monel alloys are Monel 400 and Monel K500.
Ni-Cr-Fe series
This series includes Inconel and Incoloy alloy. The Ni-based alloy which contains more Cr than Fe is called Inconel alloy and is represented by 6000 series. While Incoloy alloy contains more Fe than Cr. The addition of Cr can significantly improve the corrosion resistance of Ni, especially the oxidation resistance of acid and salt, oxidation resistance and vulcanization. The Inconel 600 rolled product is ASTM UNS N06600 and the cast alloy CY‐ 40 alloy specified in ASTM A494.
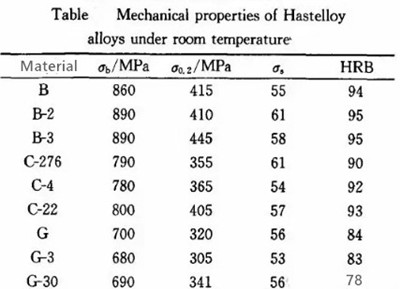
Ni-Mo/ Ni-Mo-Cr series
Ni-Mo corrosion-resistant alloy was produced around 1930 and the earliest grades were Hastelloy A (20% Mo content) and Hastelloy B (30%Mo content). Nickel chromium-molybdenum alloy not only in some oxidizing medium, and excellent corrosion resistance in the reducing medium, especially in the F-, Cl- in the plasma of oxidizing acid, or in aerobic reducing acid or oxidant, oxidizing acid-reducing acid in mixed acid, wet chlorine and chlorine in aqueous solution, that all perform corrosion-resistant performance than other Nickel alloy materials.