The welding of stainless steel-carbon steel clad plate
The clad plate is produced by bonding two or more metals together into a single steel sheet or plate. Stainless steel-Carbon steel clad plates combined the stainless steel and carbon steel material through the explosion and rolling process, which make the metal plate more corrosion resistant, abrasive resistance and high temperature and pressure resistance. But the welder will face the new problem that is the welding, everyone knows that the two different material welding will be more complex and difficult.
Generally speaking, The welding sequence of the stainless steel cladding steel plate is generally as follows: first weld the inside of the base layer, then weld the outside of the base layer after root removal on the back and finally weld the transition layer and cladding layer (groove diagram). However, for the welding of the longitudinal girth weld of the small-diameter cylinder (diameter below 500), the outer groove shall be selected. Therefore today let’s learn the welding process of a pressure vessel made by small diameter stainless steel cladding plate.
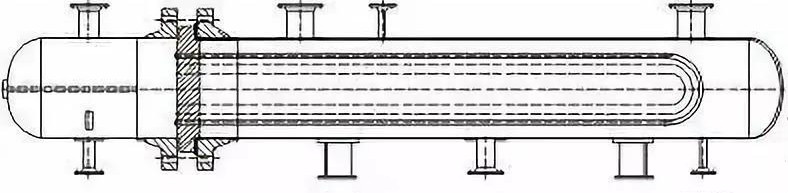
Hydrogen sulfide tower bottom reboiler (or U-tube heat exchanger). The medium containing ammonia, the container is made of Q245R + S31603 stainless steel clad steel plate, the design pressure of 1.18 MPa, the design temperature of 189 ℃, Φ 600 mm in diameter.
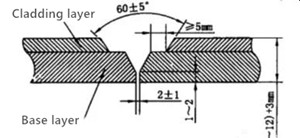
Groove design
Due to the small diameter of the shell body, it can only be welded from the outside, so the outer groove – single side welding type is adopted. This groove adopts GTAW+SMAW welding on the outside of the barrel, and the welding sequence is as follows: cladding welding, transition welding and base welding. Different from the previous welding sequence, this welding sequence brings about the selection of welding materials.
Welding material
Considering the dilution effect of the base material, the welding material with higher chrome-nickel content should be selected. The welding material of the base layer is generally stainless steel, the covering layer is generally ER316L (H03Cr19Ni12Mo2Si) welding wire, and then the welding electrode A042 (e309mol-16) is used to weld the transition layer and the base layer.
Welding test
| Process | Layer No | Material | Size(mm) | Electrode | Electricity(A) | Arc voltage(V) | Speed(cm/min) | Heat input(kJ/cm) |
| CTAW | 1 | ER316L | 2.0 | DCEN | 100-400 | 11-14 | 14-16 | ≤8.4 |
| SMAW | 2 | A042 | 3.2 | DCEP | 90-110 | 21-23 | 14-16 | ≤10.8 |
| SMAW | 3-4 | A042 | 4.0 | DCEP | 140-160 | 23-26 | 16-18 | ≤15.6 |
After passing NDT, the samples were tested for mechanical properties and intergranular corrosion. It can be seen from the test results that the tensile strength, bending performance, impact performance and intergranular corrosion of the welded joint meet the standard requirements, which proves the welding process and welding material w.
The experiment shows that the stainless steel clad plate can be welded in this order: cladding weld – welding transition weld – base weld. After welding the overlaying seam, the welding material of the base should be stainless steel. Adopting the process of GTAW+SMAW to weld the stainless steel cladding plate of small diameter barrel on the outside side with the correct welding material, which can completely meet the standard requirements.

