
4 commonly used welding methods for titanium alloy
Titanium offers an amazing corrosion resistance but is two times lighter than steel. Titanium also has a very high tendency to oxidize at higher temperatures. It extremely important to keep the molten metal away from atmospheric air while welding because even very little contamination of oxygen will lead to porosity. With the wide application of titanium and titanium alloy, the progress of welding technology gives us more choices. It not only saves the material, but also reduces the quality of the whole workpiece. Here we will introduce the 4 kinds of commonly used welding methods: Tungsten Inert Gas arc welding, metal inert gas welding, laser braze welding, vacuum electron beam welding and so on.
Tungsten Inert Gas arc welding(TIG)
TIG is the best-welded process for titanium alloy plate and tube with a thickness below 3mm. Tig welding can be divided into open welding and pool welding or manual welding and automatic welding according to the methods.
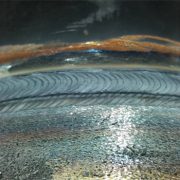
gas tungsten arc welding in the atmospheric environment is using the shielding and purge gas to welding nozzle, drag cover and backside protective device to separate the welding high-temperature area from the air, so as to prevent the air from invading and contaminating the metal in the welding area. This is a type of local gas protection welding method. When the welded parts are complex in structure and difficult to finish the protective cover or back side, the welding inside the weld pool should be adopted. The pool body should be vacuumed before welding and then filled with argon or argon helium mixture. then welding inside the pool conducted under an inert atmosphere, which is a welding method of overall gas protection. Often Titanium is welded in a gas chamber with pure argon gas to make sure that the weld pool gets proper protection.
Metal inert-gas welding
MIG works by using a continuously feeding of welding wire that burns, melts and fuses both the base and parent metals together. You can weld a variety of materials such as mild steel, stainless steel and titanium, obviously. In this process for welding titanium and titanium alloy, the welding material and its thickness needs to be selected strictly. Generally, thin titanium plate adopts the technology of droplet transition welding, while thick plate adopts the droplet spray transition method. The effect of melting argon arc welding is excellent compared with other welding methods, mainly used for welding thick titanium alloy plate. Protective gas content and pre-welding cleaning are key factors to MIG processing.
Laser braze welding
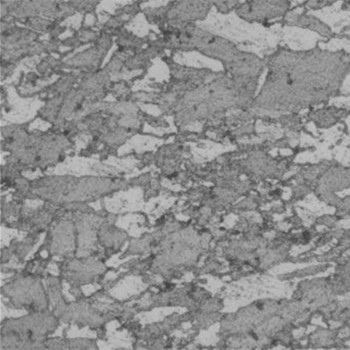
Laser braze welding has incomparable advantages to other welding methods, it’s stability and automation, not affected by the magnetic field, especially suitable for precise titanium and titanium alloy pipe. As a non-uniform body, The structure and properties of welding joint are greatly changed, and the plastic damage behavior of joint is quite different from that of homogeneous material. The results show that the fatigue life of titanium alloy thin plate laser welding and active laser welding head is lower than that of base metal. The defocusing of the laser beam is also the key factor to affect the weld-forming quality.
Electron beam welding
From the early 1960s, as an advanced high-energy beam processing method, electron beam welding began to be applied to the welding of precious metals in the atomic energy industry, aircraft manufacturing and aerospace industry. Titanium absorbs O2 and N2 at high temperature rapidly, making the welding seam brittle, while vacuum electron beam can obtain high-quality welding joint, which is a unique advantage of vacuum electron beam welding. With the rapid development of the application of cutting-edge technologies such as aerospace, the uniqueness of materials used for aerospace parts and the particularity of welding requirements make electron beam welding quickly become a necessary process for the processing of these important parts, which is widely used in the welding of aircraft important bearing parts and engine rotor parts.
The electron beam welding of titanium alloy plate can be realized by adopting reasonable welding process. Obtaining a reliable joint is the key for electron beam when welding titanium alloy, because the reliability of joint performance will directly affect the safety of titanium alloy structure. Saresh of the National Institute of Technology Calicut in India performed single-channel electron beam welding on the 17.5mm thick titanium alloy plate, but the weld head failed to realize full penetration welding. When double-channel double-side electron beam welding is adopted, the total penetration welding of titanium alloy plate with a thickness of 17.5mm can be achieved, but the backside welding shall be followed as far as possible after the front welding is completed to avoid the fusion zone hole caused by welding joint pollution.
Even the mature welding technical, there are many basic factors make titanium difficult welding from other metals: a higher melting point and layers of shielding to prevent oxidation. In spite of the precautions that need to be taken, many engineers are more routinely and economically welding titanium.

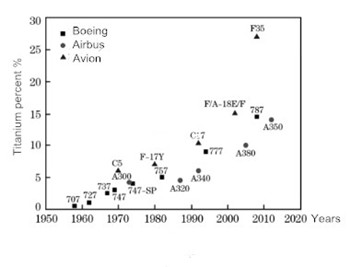











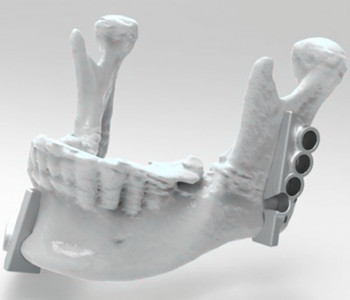 Titanium alloys have been widely used in aerospace, chemical industry, nuclear industry, sports equipment and medical devices due to their high temperature resistance, high corrosion resistance, high strength, low density and biocompatibility. Titanium alloy parts have been widely used in high-tech fields, such as F14, F15, F117, B2 and F22 military aircraft. The proportion of titanium used in a Boeing 747 aircraft is respectively 24%, 27%, 25%, 26% and 42%. However, the traditional forging and casting methods to produce large titanium alloy parts have many disadvantages, such as high cost, complex process, low material utilization rate and difficult follow-up processing, which hinder its wider application. Metal 3D printing technology can solve these problems fundamentally, so it has become a new technology for directly manufacturing titanium alloy parts in recent years.
Titanium alloys have been widely used in aerospace, chemical industry, nuclear industry, sports equipment and medical devices due to their high temperature resistance, high corrosion resistance, high strength, low density and biocompatibility. Titanium alloy parts have been widely used in high-tech fields, such as F14, F15, F117, B2 and F22 military aircraft. The proportion of titanium used in a Boeing 747 aircraft is respectively 24%, 27%, 25%, 26% and 42%. However, the traditional forging and casting methods to produce large titanium alloy parts have many disadvantages, such as high cost, complex process, low material utilization rate and difficult follow-up processing, which hinder its wider application. Metal 3D printing technology can solve these problems fundamentally, so it has become a new technology for directly manufacturing titanium alloy parts in recent years. High temperature alloy refers to the super steel alloy which with iron, nickel and cobalt as the base and can still long-term work in the high temperature of 600 ℃ or above and stress environment. It has high temperature strength, good resistance to corrosion resistance and oxidation resistance and good plasticity and toughness. At present, the alloys can be roughly divided into three categories: Fe based alloy, nickel based alloy and cobalt alloy.
High temperature alloy refers to the super steel alloy which with iron, nickel and cobalt as the base and can still long-term work in the high temperature of 600 ℃ or above and stress environment. It has high temperature strength, good resistance to corrosion resistance and oxidation resistance and good plasticity and toughness. At present, the alloys can be roughly divided into three categories: Fe based alloy, nickel based alloy and cobalt alloy.