Titanium material weight calculation formula
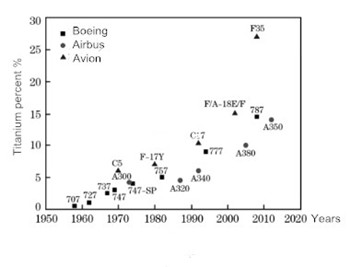
Titanium and titanium alloys is a silver colored and highly active metal. It’s characterized by its high strength, high corrosion resistance, low weight ratio, low thermal conductivity and no magnetism. Titanium is widely used for a wide variety of applications where demand high levels of reliable performance. There are a number of important factors should consider when choosing titanium products for buyers. When tackling shipping jobs, knowing the material weight is essential.
The commercial pure titanium metal and its allot has relatively low density, are less than 5.0 g/cm3 at room temperature. First of all, the most important thing to know, all of the titanium products like titanium plate, bar, tube and other shapes, the density is all the same. Following chart shows density values for various titanium alloys at room temperature.
Density values for the most commonly used titanium alloys at room temperature :
| Material | CP Titanium | Ti-5Al-2.5Sn | Ti-6Al-7Nb | Ti – 6Al – 4V | Ti – 15Mo |
| Density g/cm3 | 4.51 | 4.48 | 4.52 | 4.43 | 4.96 |
| Density
lbm / in3 |
0.163 | 0.162 | 0.163 | 0.160 | 0.179 |
Knowing its density is not enough, other factors like size, section area and tolerable are also indispensable when calculating the weight of titanium material. Calculation formula including:
- Titanium and titanium alloy plate weight(kg)= Length(mm)*Width(mm)*Thickness(mm) *Density(g/cm3) ÷1000000
- Titanium and titanium alloy round bar weight(kg)= Diameter*Diameter *Length* Density(g/cm3)* 0.7854÷1000000
- Titanium and titanium alloy tubing weight(kg)= (Outside diameter — wall thickness) * wall thickness(mm)*Length(mm)*Density(g/cm3)*π÷1000000
The weight of titanium material calculated according to the above formula is called theoretical weight. In the actual processing, there will be some tolerances in size and precision accuracy, which will affect the actual weight of the product. The theoretical weight can be known as a reference, the actual weight is a more important and practical factor that can be ignored, especially in the process of shipping and installation, the difference between these two weights will greatly affect the cost and design and installation.






 The different property leads to the difference of application. Brass is commonly used in the production of some complex shaped stamping products, such as condensing pipe, drainage pipe, shell and so on, or some small hardware, mechanical parts. Brass is also used for decoration for its bright gold-like appearance or where need low friction such as locks, gears, bearings, doorknobs, musical instruments and even zippers.
The different property leads to the difference of application. Brass is commonly used in the production of some complex shaped stamping products, such as condensing pipe, drainage pipe, shell and so on, or some small hardware, mechanical parts. Brass is also used for decoration for its bright gold-like appearance or where need low friction such as locks, gears, bearings, doorknobs, musical instruments and even zippers.